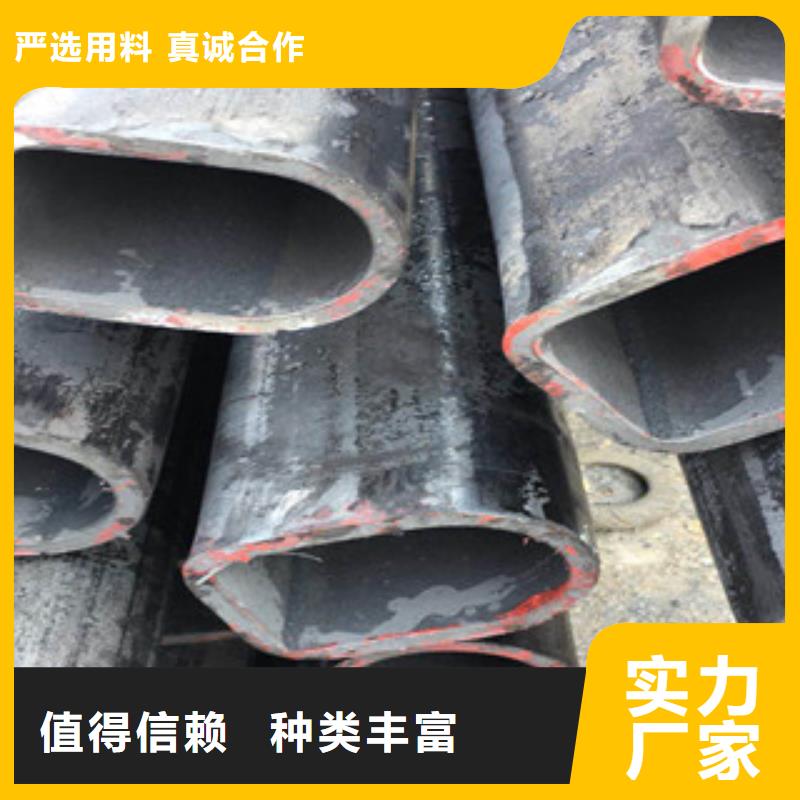
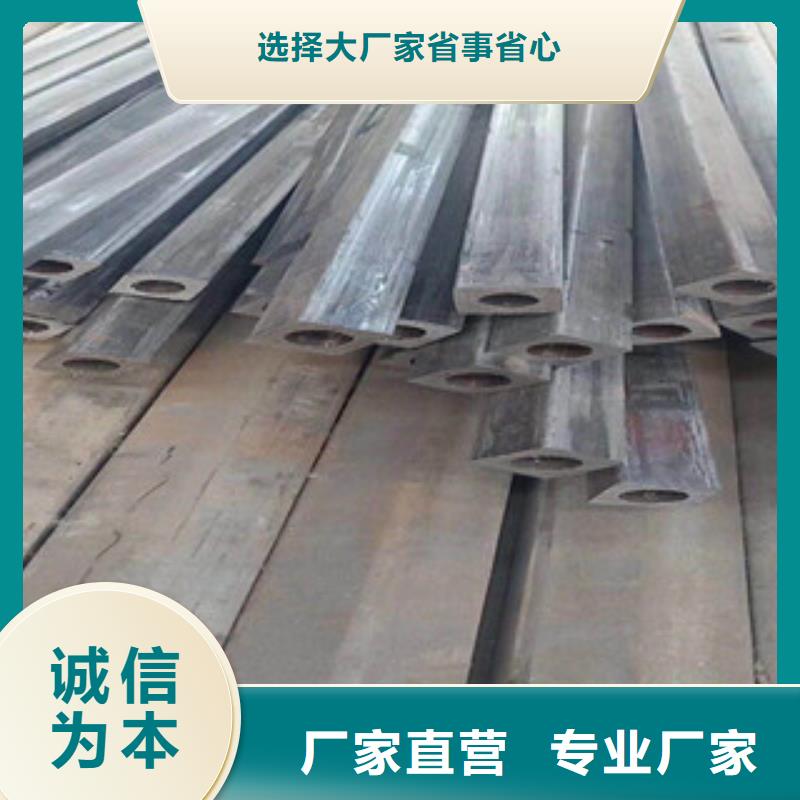
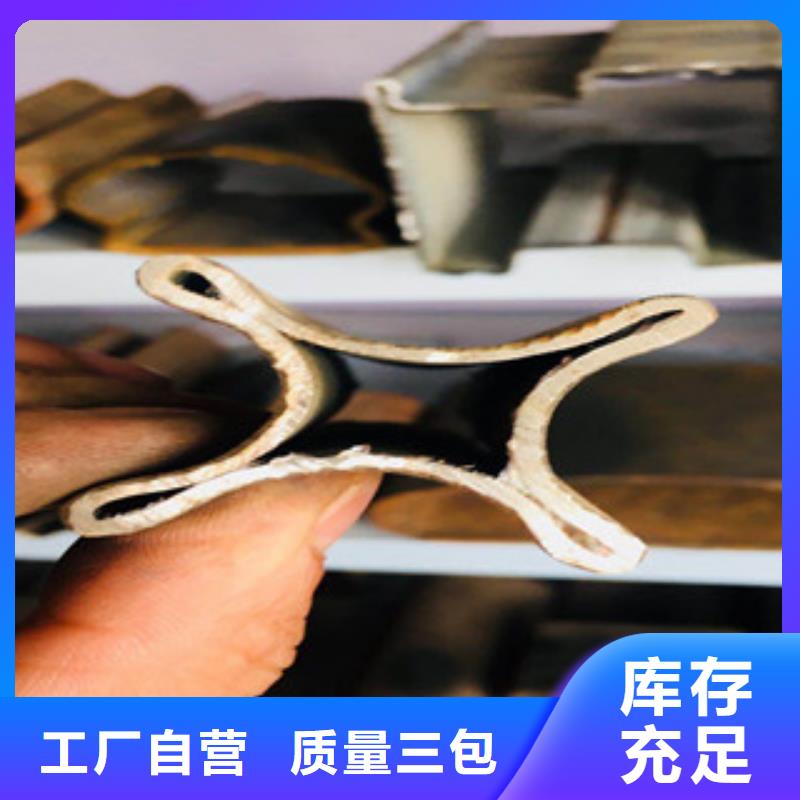
以下是:扇形管冷拔Q235焊管的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 3980 發(fā)貨期限 電議 供貨總量 100噸 運(yùn)費(fèi)說明 電議 型號 85*1.5 材質(zhì) QQ235 產(chǎn)地 聊城 扇形管冷拔Q235焊管,利康金屬材料(蕪湖市分公司)專業(yè)從事扇形管冷拔Q235焊管,聯(lián)系人:高經(jīng)理,電話:0635-8882574、15224295881,QQ:3051586482,發(fā)貨地:經(jīng)濟(jì)技術(shù)開發(fā)區(qū)蔣官屯辦事處鄧官屯工業(yè)園,以下是扇形管冷拔Q235焊管的詳細(xì)頁面。 安徽省,蕪湖市 2022年,蕪湖市實(shí)現(xiàn)地區(qū)生產(chǎn)總值4502.13億元。其中,產(chǎn)業(yè)增加值179.25億元,第二產(chǎn)業(yè)增加值2135.58億元,第三產(chǎn)業(yè)增加值2187.30億元,三次產(chǎn)業(yè)增加值比例為4.0:47.4:48.6。按常住人口計(jì)算,人均地區(qū)生產(chǎn)總值121630元。
想一睹扇形管冷拔Q235焊管產(chǎn)品的真實(shí)風(fēng)采嗎?我們的現(xiàn)場實(shí)拍視頻將帶您親臨現(xiàn)場,感受產(chǎn)品的卓越品質(zhì)和創(chuàng)新設(shè)計(jì),不容錯(cuò)過!以下是:扇形管冷拔Q235焊管的圖文介紹
要防止異型管轉(zhuǎn)爐噴濺的產(chǎn)生,需要采取以下方法:
一、吹煉過程槍位控制的基本原則是繼續(xù)化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點(diǎn)是強(qiáng)烈脫碳,在這個(gè)階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動(dòng)性下降,出現(xiàn)返干現(xiàn)象,影響硫、磷的去除甚至于發(fā)生回磷現(xiàn)象,噴濺也嚴(yán)重。為了防止異型管中期爐渣返干,應(yīng)該適當(dāng)提槍。
二、保持合理的爐型是在現(xiàn)有技術(shù)和設(shè)備條件下控制噴濺有效的方法,如應(yīng)有適當(dāng)?shù)臓t底高度和液面,根據(jù)冶煉鋼種采取合適的底吹模式,如果發(fā)現(xiàn)爐底上漲較高,要及時(shí)采取措施進(jìn)行處理,處理爐底操作應(yīng)采取勤、輕處理原則。
三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點(diǎn)碳,又不因?yàn)闊崃刻辉@鋮s料用量大噴濺難控制。還可以采用留渣操作,濺渣護(hù)爐時(shí)不要把爐渣濺干,在爐內(nèi)留部分爐渣,剩余的爐渣在下爐吹煉時(shí)有利于前期快速成渣,同時(shí)減少了冷卻劑的加入量和爐渣的泡沫化程度,并將泡沫化高峰前移,從而達(dá)到控制異型管轉(zhuǎn)爐噴濺的目的,在爐渣嚴(yán)重泡沫化時(shí),短時(shí)間提高槍位,使氧槍超過泡沫的熔池面,用氧氣射流的沖擊破壞泡沫,減少噴濺。
四、在某種程度上復(fù)吹轉(zhuǎn)爐煉鋼的氧槍操作主要是通過槍位的變化來調(diào)節(jié)和控制爐渣中有合適的(FeO)含量,以滿足吹煉過程各期的需要。如果(FeO)控制不當(dāng),會(huì)給吹煉帶來困難,因此控制噴濺的關(guān)鍵就是要控制吹煉槍位。
五、正確地控制前期溫度,如果前期溫度低,爐渣中積累起大量的氧化鐵,隨后在元素氧化,熔池被加熱時(shí),往往突然引起碳的激烈氧化,容易造成爆發(fā)性噴濺。在爐溫很高時(shí),可以在提槍的同時(shí)適當(dāng)加一些石灰,稠化熔渣,有時(shí)對抑制噴濺也有些作用,但加入量不宜過多,加入的石灰化完后,如果不繼續(xù)加人石灰就應(yīng)當(dāng)適當(dāng)降槍,以免在硅錳氧化結(jié)束和熔池溫度升高后強(qiáng)烈脫碳時(shí)發(fā)生嚴(yán)重噴濺。
六、后期的任務(wù)是進(jìn)一步調(diào)整好爐渣的氧化性和流動(dòng)性,繼續(xù)去除硫、磷使熔池異型管鋼液成分和溫度均勻,穩(wěn)定火焰,便于準(zhǔn)確地控制終點(diǎn),壓槍速度要緩慢,切忌過快,否則會(huì)引起噴濺。冶煉低碳鋼,很多采用的是增碳法,所以后期非常注意加強(qiáng)熔池?cái)嚢枰约铀俸笃诿撎迹鶆蛉鄢氐臏囟群统煞帧榇嗽谶^程化渣不太好,或者中期爐渣返干較嚴(yán)重時(shí),后期應(yīng)首先適當(dāng)提槍化渣。而在接近終點(diǎn)時(shí),再適當(dāng)降槍,以加強(qiáng)熔池?cái)嚢瑁谷鄢氐臏囟群统煞志鶆蚧岣呓饘俸秃辖鹗盏寐什p輕對爐襯的侵蝕。
高壓聚乙烯防腐蝕鍍層因其優(yōu)良的耐腐蝕性、抗水汽透水性及其物理性能等,在輸油管道制造行業(yè)獲得了廣泛運(yùn)用。但是,這類防腐蝕層異型管在打磨拋光預(yù)埋段高壓聚乙烯層焊縫時(shí),管子端尾焊接錯(cuò)邊量未刃磨或刃磨不整平,會(huì)造成焊接突顯一部分高壓聚乙烯底端的防銹涂料被磨去。在防腐蝕管室外堆積時(shí)間較長的狀況下,焊接表層金屬材料就會(huì)先被浸蝕,可能會(huì)導(dǎo)致異型管防腐蝕層出現(xiàn)翹邊的狀況。要防止這樣的事情,能夠 采用下列五點(diǎn)對策:
(一)嚴(yán)控異型管端預(yù)埋處焊接錯(cuò)邊量的刃磨品質(zhì)。在焊接處高壓聚乙烯焊縫外與管身別的位置一樣,使防銹涂料保存長短>20mm,以避免焊接處防銹涂料底端先被浸蝕而造成防腐蝕層翹邊。管子端尾焊接刃磨應(yīng)留意:
1.焊接未刃磨的頂部與刃磨處的銜接段倒圓角,也應(yīng)與高壓聚乙烯層倒圓角一樣,便于擠壓成型輥的擠工作壓力勻稱地施加壓力在高壓聚乙烯層上,避免因焊縫處防腐蝕層粘接不太好出現(xiàn)翹邊;
2.從焊接刃磨剛開始處到高壓聚乙烯倒圓角處需有10-20mm沒有焊接錯(cuò)邊量的與異型管體一樣的高壓聚乙烯層整平段,以確保管子端尾焊縫處擠壓成型粘接品質(zhì);
3.焊接刃磨后的錯(cuò)邊量應(yīng)盡可能保證與管身齊平,不必有顯著的錯(cuò)邊量,以避免在打磨拋光倒圓角時(shí),將防銹涂料一同打磨拋光掉。
(二)防腐蝕異型管室外堆積時(shí)間較長時(shí),應(yīng)在管子端尾開展遮住,避免降水腐蝕,導(dǎo)致管子端尾比較嚴(yán)重浸蝕。
(三)預(yù)埋段防銹涂料鍍層只能維護(hù)詳細(xì),才可以具有減緩管子端尾因浸蝕造成的翹邊。管子端尾焊縫生產(chǎn)加工都用鋼絲輪打磨拋光方法,會(huì)毀壞防銹涂料鍍層。應(yīng)改成機(jī)械加工制造焊縫,傷口底層要比較有限位設(shè)備來操縱數(shù)控刀片的下刀深層,以防傷著防銹涂料鍍層。
(四)若管路當(dāng)場工程施工周期時(shí)間較長,能夠 在管子端尾金屬材料外露處刷涂可焊防腐漆,以避免異型管在存儲(chǔ)期內(nèi)因浸蝕造成防腐蝕層翹邊。
(五)不在危害支管電焊焊接的狀況下,盡可能頂端防銹涂料的預(yù)埋長短,可防止因異型管堆積時(shí)間較長,管子端尾金屬腐蝕比較嚴(yán)重造成的防腐蝕翹邊。
安徽蕪湖利康金屬材料有限公司現(xiàn)有員工一百多人,擁有整合各種運(yùn)輸車輛三百余臺、倉庫、分撥場地四千多平方米,年生產(chǎn)【冷拔異形鋼管】四萬余噸。
點(diǎn)擊查看利康金屬材料(蕪湖市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
選購扇形管冷拔Q235焊管來安徽省蕪湖市找利康金屬材料(蕪湖市分公司),我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:高經(jīng)理-15224295881,{QQ:3051586482},地址:[經(jīng)濟(jì)技術(shù)開發(fā)區(qū)蔣官屯辦事處鄧官屯工業(yè)園]。