


以下是:新疆#襯膠管#貨源充足的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 #襯膠管#供應范圍覆蓋新疆 烏魯木齊市、克拉瑪依市、伊犁市等區域。 【縱橫】業務覆蓋多元場景,提供以下產品和服務:烏魯木齊襯膠管批發貨源、克拉瑪依襯膠管規格型號全、伊犁襯膠管專業品質等。#襯膠管#貨源充足,縱橫機械制造(新疆分公司)bjgd105-14為您提供#襯膠管#貨源充足的資訊,聯系人:李經理,電話:【13373770586】、【13373770586】,供應服務范圍覆蓋新疆 烏魯木齊市、克拉瑪依市、伊犁市。 新疆維吾爾自治區 新疆是中國領土不可分割的一部分。西漢神爵二年(公元前60年),西漢在烏壘(今輪臺縣境內)設立西域都護府,標志著新疆地區正式納入中國版圖。清光緒十年(1884年),清政府正式在新疆設省,并取“故土新歸”之意,改稱西域為“新疆”,1949年9月,新疆和平解放。1955年10月1日,成立新疆維吾爾自治區。
深入了解#襯膠管#貨源充足產品,一部視頻就夠了,快來觀看!
以下是:新疆#襯膠管#貨源充足的圖文介紹新疆縱橫機械制造有限公司經營的產品有 襯膠管,公司所所供客戶遍布全國多個省市,公司立足新疆,在國內 襯膠管市場業內樹立了良好的口碑,同時也得到了廣大新老客戶的認同。 一直以來公司一直秉持“質量是生命,責任是核心”為公司宗旨,把“只有滿足客戶的利潤,才能實現公司的利潤,只有實現公司的利潤,才能實現個人的利潤”為公司的日常經營理念,勤奮、踏實、堅韌、寬廣 為公司的企業精神,為客戶提供高強度鋼材的解決方案作為我們的核心目標。
襯膠管道制造過程控制及技術要求
1)襯膠工藝要求:
TROTOP襯膠復合管的制造工藝要求:
鋼橡復合管和管件應采用擠出無縫膠管、氣囊吹脹法復合并且是高壓蒸汽熱硫化工藝制造。
2)下料組焊
根據買方蓋章圖紙要求的長度,及生產工藝切割鋼管;
a、點焊法蘭
點焊注意法蘭與鋼管垂直。
b、焊接:
待質檢人員檢查合格后在二保自動焊接機上進行焊接,保證貼襯焊縫表面無焊接裂紋、氣孔、未焊透、咬邊、夾渣、飛濺、弧坑、焊瘤等缺陷,所有焊縫采用雙面焊全焊透,所有焊接密閉間隙開設排氣孔,超聲波檢測(UT) ,X射線照相檢測(RT)5%,壓力試驗。
焊接執行API 1104,超聲波檢測符合GB11345-2013, GB 50184-2011 標準規定。
c、加長
對于需焊接接長的管件,管內外焊縫表面均應打磨光滑。 對焊縫外觀進行檢查,不得存在裂紋、咬邊、氣孔等危害性缺陷。
d、打磨:
拐角處圓滑過度,圓角半徑符合技術規格書和圖紙要求,凸面圓角半徑大于等于5mm,凹角面大于8mm。
3)表面處理
a、使用壓縮空氣前
分離器下游的空氣質量必須通過將空氣吹入干凈的白色吸墨紙或布兩分鐘來測試其是否被污染、油污或受潮。測試應當在每班開始和結束時進行并且間隔不超過4 小時。同時應當在空壓機作業后進行測試。只有測試顯示肉眼看不到壓縮空氣中沒有污物、油或水汽時才可以使用。如果有污染的跡象,應對空壓機進行檢修并且按照上面的描述重新檢查空氣質量。
b、露點控制:
表面溫度 至少應保持在高于露點3oC,并且不超過相對濕度。如果由于外界環境的影響,不保持在此環境下會有風險,那就要使用去濕設備或者加熱設備。
c、噴砂
碳鋼襯膠基體表面處理等級達到Sa2.5。即:噴砂至金屬白色,完全氧化皮、銹及其它雜質,殘留僅為斑點或條紋陰影,磨料、積灰。粗糙度必須符合基體表面粗糙度的要求粗糙度RZ≥60μm。
d、脫脂、清洗:
表面進行處理后,應將鋼管表面附著的灰塵及磨料清理干凈,用甲苯或汽油清洗。
e、涂刷底漆:
脫脂后立即涂刷西邦粘接劑。先刷底膠,待干燥后再刷面膠,待干燥后兩頭封好,存放在指定地點待用。從表面處理完畢至完成外表面粘接劑的間隔時間,長不應超過24h。
襯膠管道制作流程:
1. 噴砂。經檢驗合格,可以進行襯膠施工的罐體,用吸入式噴砂法進行噴砂除銹。操作風壓不低于0.4~0.5Mpa,所用銅渣(粒徑1.5~2.5mm)干燥后才能使用。噴砂自上而下進行。噴砂操作必須連續,單臺罐體必須當天噴完。罐體體不允許有漏噴現象,粗糙度達到HG32-90《橡膠襯里化工設備》中規定的SA2.5級。罐體里銅渣等各種雜質必須立即清理干凈。
2. 清洗。整個罐體噴砂完工后,用毛刷刷去表面浮塵,邊刷邊用甲苯等溶劑清洗一遍。膠板粘接面(毛面、有細花紋)同時用甲苯等清洗一遍。
3. 涂固化劑。等溶劑揮發干(約10~20min)后,立即涂上固化劑璜時得HSD-450。固化劑薄薄、稀稀地涂上一遍。涂刷要均勻,不允許漏刷、堆積。罐體刷過固化劑,等揮發干后(約25~40min),即可涂刷膠粘劑。刷過固化劑的罐體,不得受水、潮氣、溶劑等侵害和污染,應在10h內涂完膠粘劑,多不能超過24h。
4. 膠粘劑的配制。固化劑的重要百分比為4%~5%。每次稱取璜時得LDJ-246膠粘劑2.4kg,加入HSD-450固化劑一小瓶100g,邊倒邊用刷子攪拌均勻。用刷子沾膠粘劑感覺一下,一提取即往下流、不堆積則正好。若粘度大,可加入甲苯稀釋。配制的膠粘劑必須在4h內用完。
5. 膠板下料。先照罐體下好樣板,再裁膠板,力求準確、節約,適當考慮余量。坡口寬度為厚度的3~3.5倍,坡口處用于提砂輪機打磨。粘合面應保持清潔,不干凈處用甲苯清洗。
6. 涂膠粘劑。在鋼板、膠板粘接面(毛面、有細花紋)各均勻地涂刷兩遍,不得有堆積、漏刷現象。等膠粘劑揮發達“觸干”(用于指粘試,溶劑揮發干但仍有粘性,約20~40min),即可粘貼膠板。涂過膠粘劑的鋼板、膠板,一定要在60min內粘貼完。
7. 襯貼膠板。膠板粘面往鋼板上貼覆,粘貼后,用壓輥滾壓,壓實壓緊,用橡皮錘輕輕振打。坡口搭接方向順液體攪拌流動方向(順時針方向)。膠板不得起皺或受力變薄。補貼順序:頂→罐體四壁→底部。罐體刷過固化劑,等揮發干后(約25~40min),即可涂刷膠粘劑。頂、四壁襯膠完畢、檢驗合格后,方可拆除腳手架進行底部襯膠。
8. 修補、檢驗和保養。膠板襯貼后,進行檢查。若襯膠損壞,必須將膠板割除,用丙酮將修整面清洗,然后重襯。凡有氣泡的地方,要從接口處拉開放氣,然后重新刷膠貼合。單臺罐體襯膠完工后,必須至少停放240h后,才能投入生產使用。
9. 結束語
冷法耐磨橡膠襯里可在現場施工,受襯設備不需運輸,對保護設備殼體,延長設備壽命,防酸、防腐、防磨,密封防泄等起到積極作用。在多項工程案例中證實,冷法橡膠襯里未出現脫膠、翹邊、起鼓、開裂、磨通等不良現象,獲得成功。因此,冷法耐磨橡膠襯里非常值得在有色、黑色礦山、化工、冶金、煤炭、建材、化肥等行業推廣應用。
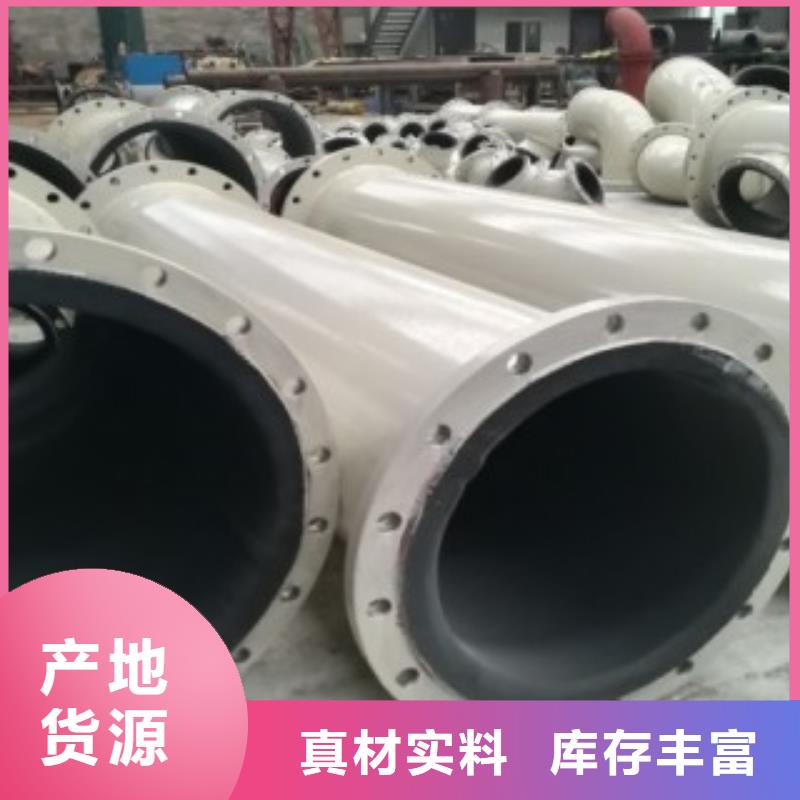
電廠襯膠管道生產工序介紹:
1、鋼管選擇優質的無縫鋼管作為母材。
2、下料、焊接法蘭。
3、把焊接好的鋼管噴砂處理。
4、鋼管內壁涂刷膠漿。
5、膠板下料。
6、待涂刷的膠漿快晾干時,貼膠板。
7、進入高溫硫化罐、蒸汽硫化。
8、襯膠管道電火花檢測。
生產襯膠管道大致就這幾道工序,公司設備齊全,有專業的襯膠技術人員,歡迎您的來電咨詢。
洛陽縱橫機械制造有限公司是一家集科研、開發、生產、銷售于一體的多元化復合型離新技術企業。企業致力于環保節能新型產品的開發、研究與應用,專業生產電廠防腐管道,礦山耐磨管道,飲水管道,耐腐蝕管道等。產品分為襯膠系列、襯塑系列,3PE系列等防腐耐磨系列產品,并具備工程測量、設計、生產、安裝能力和完善的售后服務體系。
襯膠管道設備的材質、結構和表面狀態和襯膠管道設備成品的質量有著直接的關系。為保證襯膠管道的質量,必須在施工前對設備進行嚴格的檢驗,合格后方可施工。
襯膠管道設備施工前的檢查主要有兩個方面。首先要嚴格按圖紙對設備進行檢查,根據流程核查襯膠管道設備各管口位置是否正確,襯膠完成后設備不允許施焊。
其次要求金屬表面平整、光滑、無氣孔、凹陷、死角。如有焊接不平、砂眼、漏焊等現象,必須補焊、打磨平整,以免襯里被刺破或因殘留氣體造成鼓包。焊縫部位必須修磨,呈圓滑過渡。
以上就是襯膠管道施工前的檢測工作。洛陽縱橫機械是一家專業的襯膠管廠家,主要生產襯膠管道、襯膠耐磨管、設備襯膠、襯塑防腐管等產品。
鋼襯膠耐磨管維修如何有效去除內部橡膠?
很多人問襯膠管廠家一個問題,那就是使用過的襯膠管道在拆卸后,內部的橡膠能不能除掉?洛陽縱橫機械給出的是肯定的。接下來小編就給大家介紹一下這方面的知識。
由于現在有很多的電廠改造、化工管道、污水處理地域在使用過的襯膠管道拆卸后,橡膠板除完舊后,余下的鋼管可以再次使用,能夠節約成本。但是,襯膠管道的內部橡膠應該怎樣除掉呢?
鋼襯膠耐磨管廠家在除掉內部橡膠時有兩種方法,一種方法就是拿火燒,這是一種簡單粗暴的方法,比較快一些。第二種方法是拿電鎬,人工沖下來。當然舊的橡膠板弄下來也是比較麻煩的,廠家會增加一定的費用。
以上就是襯膠管廠家再除掉內部橡膠時做的一些工作和兩種工作方法,大家在具體操作時,可以詳細咨詢洛陽縱橫機械的工作人員,我們會給出一些具體的指導。
您是想要在新疆采購高質量的#襯膠管#貨源充足產品嗎?縱橫機械制造(新疆分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的#襯膠管#貨源充足產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-【13373770586】,地址:《孟津縣麻屯鎮董村》。









