

以下是:重慶市永川區無縫鋼管廠家市場價的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 型號 齊全 產地 山東聊城 名稱 無縫鋼管 范圍 無縫鋼管市場價供應范圍覆蓋重慶市 永川區 萬州區、涪陵區、渝中區、大渡口區、江北區、沙坪壩區、九龍坡區、南岸區、北碚區、綦江區、大足區、渝北區、巴南區、黔江區、長壽區、江津區、合川區、南川區、潼南區、銅梁區、榮昌區、璧山區、梁平區、城口縣、豐都縣、墊江縣、武隆縣、忠縣、開縣、云陽縣、奉節縣、巫山縣、巫溪縣 等區域。 【寶菱】持續拓展產品矩陣,現有萬州無縫管現貨快速采購、璧山無縫管廠家實力大、奉節無縫管快捷的物流配送、巫溪無縫管支持拿樣等,滿足不同場景需求。無縫鋼管廠家市場價,寶菱鋼管(永川區分公司)sdbl358-14為您提供無縫鋼管廠家市場價的資訊,聯系人:李經理,發貨地:開發區武夷山路大東市場A1-335號。 重慶市,永川區 永川區于公元776年置縣,1992年建市,2006年設區。中心城區加速由“雙八十”向“雙百”邁進。永川是新型工業化產業示范基地、城鄉融合發展試驗區,擁有高新區、綜合保稅區,是《成渝地區雙城經濟圈建設規劃綱要》明確的現代制造業基地、西部職教基地。
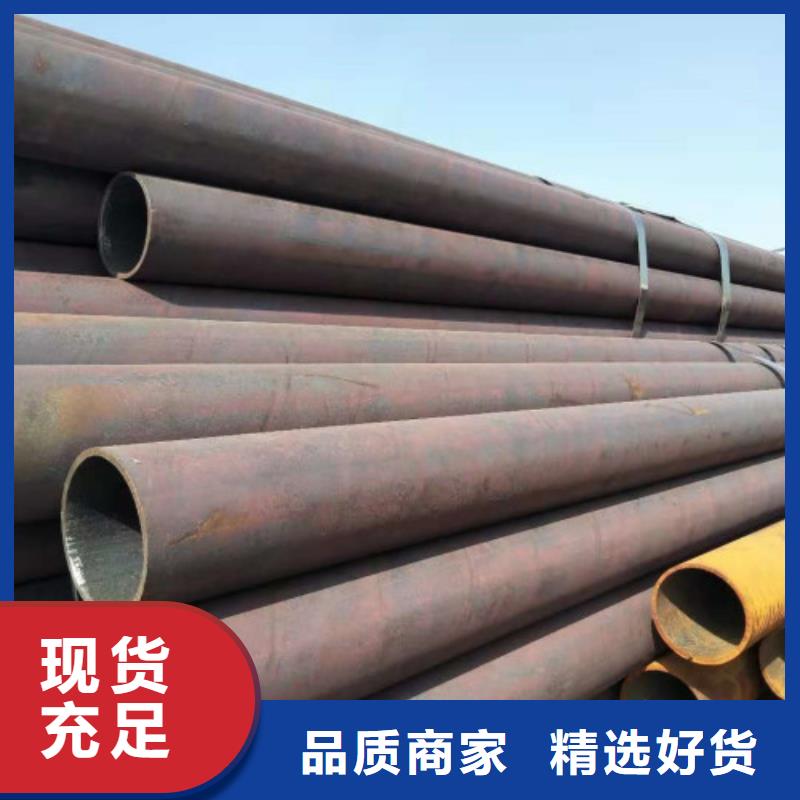
我們的無縫鋼管廠家市場價視頻現已上線,產品魅力難擋,視頻揭曉全貌,速來圍觀!以下是:重慶永川無縫鋼管廠家市場價的圖文介紹
重慶永川寶菱鋼管有限公司擁有完善的 無縫管售前、售中、售后服務體系,我們一貫的宗旨是:“以質量求生存,以信譽求發展”,我們愿以:一切服務于客戶,一切為客戶著想。用好的質量、好的服務開拓創新,與客戶攜手共進,共圖發展。歡迎選用我公司 無縫管產品,來樣定制,按需設計,更歡迎您來廠指導工作。為使我們的工作做的更好,請您提出寶貴的意見,客戶滿意是我們的宗旨,客戶的要求是我們的目標。熱烈歡迎廣大朋友蒞臨指導。
(5)彎曲度:外徑大于6″的管材,彎曲度應不大于鋼管全長的0.1%(6)壓扁試驗:外徑不大于φ168×3mm的電焊鋼管當壓至其外徑的3/4″時,焊筋不出現裂紋;壓至外徑的3/5時,焊縫處不應出現裂紋壓至外徑的1/3時,焊縫以外的其它部位應不出現裂紋。7)水壓試驗:鋼管如需做水壓試驗時,穩壓時間應不小于5秒,試驗壓力應為6″-6mpa,8″-10″-8mpa,12″-12mpa,在試驗壓力下,鋼管應不滲漏。管道安裝◆機具準備:選擇符合要求滾槽機、開孔機和切管機;◆管道準備:垂直切割管道,清潔和加工管端凹槽,加工時小心管道爆裂,和出現鋒利邊沿,鋒利邊沿可能損壞密封圈,凹槽寬度和深度,必須符合凹槽技術標準。◆檢查和潤滑密封圈:檢查密封圈,確保密封圈規格正確。在密封圈外部和內部密封唇上,涂薄薄一層潤滑劑。
應小心不要將顆粒雜質黏附在密封圈表面。使用潤滑劑作為密封圈的配件。優良的密封圈潤滑劑是防止密封圈磨損和可能損傷的基礎。(如下圖)◆密封圈安裝滑動密封圈到管端,確保密封唇不要懸垂在管端。(如下圖)◆密封圈定位將密封圈在靠攏的兩側管端上定位后,把密封圈拉到兩側管端凹槽的中心位置。密封圈不應進入管道凹槽。(如下圖)◆安裝連接器外殼把外殼合在密封圈上,使殼體卡口咬合在管道凹槽內,插入螺栓,用手擰緊螺帽。(如下圖)◆擰緊螺帽交替、均勻地擰緊兩側螺帽,直到螺栓底座金屬面接觸,螺栓收緊。b.機械三通、機械四通安裝先從外殼上去掉一個螺栓,松開另一螺帽直到與螺栓端頭平,將下殼旋離上殼約90度,把上殼出口部分放在管口開口處對中并與孔成一直線,在沿管端旋轉下殼(如是機械四通,下殼方法與上殼相同)使上下兩塊合攏。
c.法蘭片安裝◆安裝法蘭片: 先松開兩側螺絲,將法蘭兩塊分開,分別將兩塊法蘭片的環形鍵部分裝入開槽管端凹槽里,再把兩側螺絲插入擰緊,調節兩側間隙相近。◆安裝密封圈 將密封圈"C"形開口處背對法蘭,沿管端方向推入法蘭內徑凹槽內即可d.選擇符合要求的橡膠密封圈附(表一)e.管外徑與溝槽加工尺寸附(表二)f.管道支吊架安裝附(表三)g.管道加工尺寸附(表五)h.質量要求◆管道安裝時應考慮管間隙量,也就是鋼管的膨脹量。◆管道安裝后要進行試壓檢查是否泄漏。如有泄漏其原因如下:◆螺栓沒擰緊,卡箍接觸面有間隙。◆溝槽加工深度應符合要求。◆密封面不應有雜質。◆鋼管端部密封面有傷痕或溝線狀傷痕不能安裝◆密封圈不能有啃圈。
各加工工序制造技術的進步 坡口加工中厚壁鋼管可以率切削,兩臺UOE鋼管軋機從刨邊式變為銑邊式。在高強度鋼管和厚壁鋼管制造中,C形壓力機對提高橢圓度起到重要作用。日本國內也有增強C形壓力機能力的軋機。U、O形壓力機的方式和能力沒有變化,新日鐵君津廠進行高強度鋼管制造工程改造,進一步提高了成形精度和橢圓度。也有運用FEA優化高強度鋼管和超厚壁鋼管成形條件的報告。也有為了預測壓潰壓力,為了預測制管后的力學性能、殘余應力和形狀,運用FEA的例子。U形壓力機的滑塊式和側氣缸式比較,側氣缸式的成形范圍大,無論是厚壁還是薄壁的成形能力都良好。連桿式處于這些之間。開發了可以高質量化、高速化進行定位焊接的焊接技術、焊接裝置及焊接材料,從間歇定位轉向連續定位,有定位線從二條集約到一條的鋼管軋機,這樣有助于率操作和省力化。UOE鋼管內外面用一AW制造,為了提高生產率實現多電極化,內面焊接3-4個電極;外面焊接4個電極是主流。
即使是相同的設備,由于各電極的電流配備、焊劑的改良,提高了焊接速度,于是減少了焊接線的數量。此外,還實施自動化節省了人力。為制造高強度鋼管和超厚壁鋼管,要求擴管工序有強力的擴管器,也有引進高能力擴管器的軋機。管縫焊接材料管縫焊接的接頭強度必須是母材強度同等以上,隨著鋼管的高強度化,要求高強度的焊接金屬。越增加合金量,焊接金屬的強度也越高,與Pcm值有良好的相關性。一般情況下,隨著高強度化,韌性降低,抗拉強度從1000MPa以上韌性快速下降。1000MPa的組織是上貝氏體;1150MPa是條狀馬氏體主體的組織,可見組織形態的影響之大。
X65級的焊接金屬廣泛使用由焊劑添加B,抑制焊接金屬的晶間鐵素體生成,提高低溫韌性技術。抗拉強度800MPa以下時,使用了添加B焊劑的30ppm B的焊接金屬抑制晶間鐵素體,比B<15ppm的低B焊接金屬韌性高。但是,抗拉強度800MPa以上,反而是低B韌性高。這說明低B焊接金屬組織在1000MPa含有針狀馬氏體。此外,為了達到高強度、高韌性,添加Ni是有效的方法,如果Ni含量達到3%以上高溫裂紋敏感性提高。自動化鋼管直徑、壁厚、橢圓度等自動尺寸測定有了進步。鋼管坡口、焊道形狀的測定、自動標記技術、利用圖像識別的部件跟蹤技術獲得發展,可以對每根鋼管從上游工序直到出庫進行全過程數據管理。近年來,與客戶在網上電子化的數據共享,可以時時掌握制管的進展、出庫試驗結果等。
您是想要在重慶市永川區采購高質量的無縫鋼管廠家市場價產品嗎?寶菱鋼管(永川區分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的無縫鋼管廠家市場價產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理,地址:《開發區武夷山路大東市場A1-335號》。







