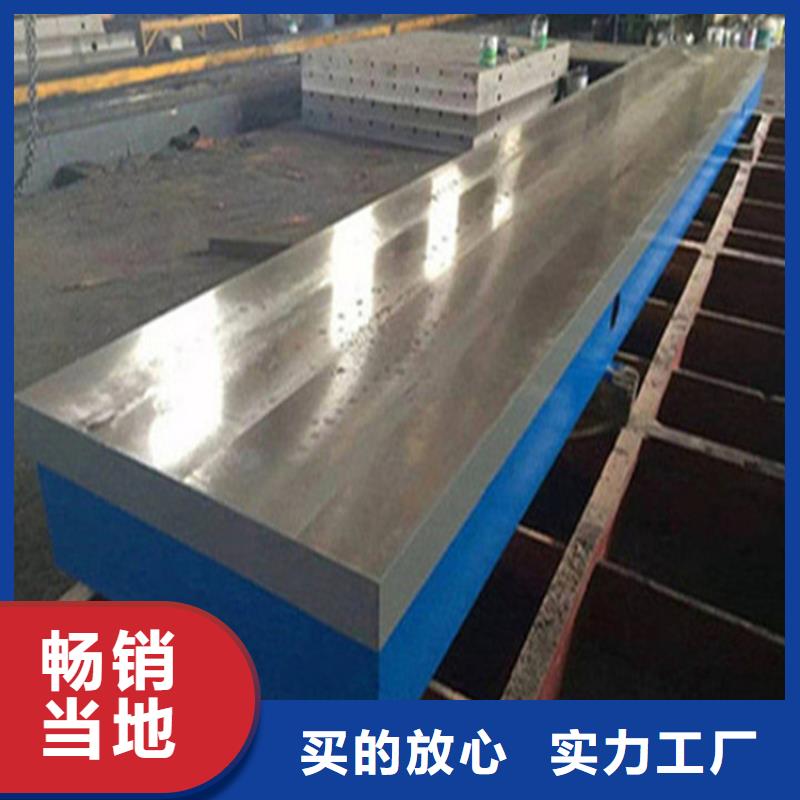

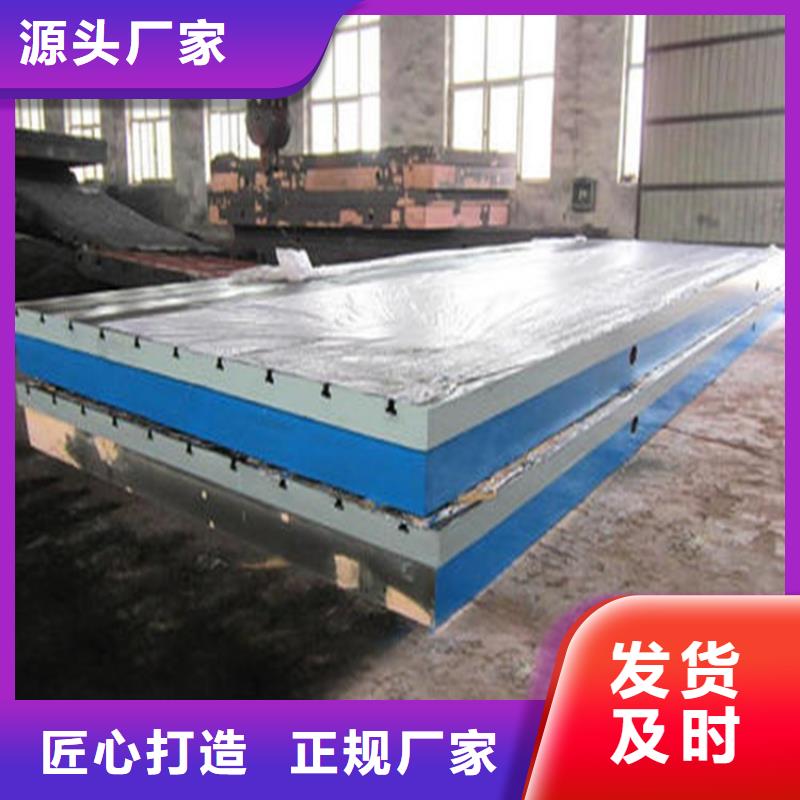
以下是:運城市永濟市優選:焊接平臺工廠的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 優選:焊接平臺工廠供應范圍覆蓋山西省 運城市 鹽湖區、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市等區域。 【偉業五金】以匠心打造多元場景產品,涵蓋臨猗鑄鐵焊接平臺廠家來圖加工定制、聞喜鑄鐵焊接平臺廠家廠家實力大、垣曲鑄鐵焊接平臺廠家追求細節品質、夏縣鑄鐵焊接平臺廠家認準大品牌廠家、平陸鑄鐵焊接平臺廠家好品質售后無憂、河津鑄鐵焊接平臺廠家現貨供應等。優選:焊接平臺工廠,偉業五金機械廠(永濟市分公司)weiye546-14為您提供優選:焊接平臺工廠的資訊,聯系人:李經理,發貨地:工業開發區。 山西省,運城市,永濟市 永濟市先秦時稱“蒲”,秦始皇三十二年(前215年),更名為蒲坂;唐代時曾建中都,為“六大雄城”之一,稱“河中府”;明代時蒲州與并州、平陽并列為全國工商業發達的33個都市之一。是唐宋八大家之一的柳宗元,大歷十才子盧綸、耿諱,詩人王維、聶夷中和詩歌評論家司空圖,宋代王掘、王屈正、馬遠等丹青國手等名人故里,山西戲曲四大劇種之一的蒲劇和中國武術拳種之一的“形意六合拳”也發源于此,享有中華詩詞之鄉、中國詩人之家等稱號。
以下是我們上傳的優選:焊接平臺工廠實拍視頻,您可以點擊觀看。以下是:運城永濟優選:焊接平臺工廠的圖文介紹
試驗鐵地臺灌漿施工工藝說明:試驗鐵地臺內部壓漿人員配置及灌漿料性能:(sika214灌漿料):攪拌機6人,泵管2人,設備運行1人,質量控制人員1人。
鑄鐵底臺的灌漿設備:螺桿泵德國PFT ZP3V泵送機適用于顆粒度10mm(含10mm)以下干粉砂漿材料。技術參數:攪拌排量: 50-90升/分鐘(3.0-5.0m3/小時)總功率: 7.5kw AC380V泵送壓力:80kg。設備重量: 140kg。連續自動攪拌機:C30連續式攪拌機適用于顆粒度10mm(含10mm)以下干粉砂漿材料。
技術參數:攪拌排量: 25升/分鐘(1.2m3/小時)。加水量: 自動加水攪拌,有清洗功能接口。總功率: 3.5kw,AC380V。設備重量: 120kg。
自動攪拌---連續泵送壓漿法:
1. 在放置焊接平臺時先應根據每天可壓注能力對平臺基礎進行分塊處理,使用自動攪拌及螺桿泵10小時施工量為30 m3。
2. 本次平臺壓漿分9個單元進行壓注(每個單元壓漿量約7--22 m3),平臺基礎分塊可根據單塊平臺臺安裝工藝要求進行橫向或縱向劃分。
3. 每個單元焊接平臺安裝完成后應用聚合物砂漿將基礎與平臺的間隙進行封堵,防止平臺壓 漿時漿料在臺塊間流動。
4. 選擇好機器擺放的位置,使泵管(長度26米)能覆蓋整個施工區域。
5. 二次壓漿時每個施工單元必須一次壓漿成型(有利于焊接平臺臺底面的結合)。
對清理后的焊接平臺進行熱處理﹑整形﹑防銹處理和粗加工的過程。焊接平臺后處理是鑄造生產的后一道工序。
熱處理 為了改善或改變鑄件的原始組織﹐內應力﹐保證焊接平臺性能﹐防止鑄件變形和破壞﹐鑄件清理后﹐有的需要進行熱處理。焊接平臺鑄件熱處理一般有淬火﹑退火﹑正火﹑鑄態調質﹑人工時效(見時效處理)﹑應力﹑軟化和石墨化處理等。例如高錳鋼鑄件要求很高的耐磨性和足夠的韌性﹐其內部組織應為奧氏體。為此﹐需對鑄件進行淬火處理﹐即將鑄件加熱到奧氏體區域使其完全奧氏體化后﹐迅速淬水激冷﹐使奧氏體來不及轉變而保持下來。這一過程也叫水韌處理或固溶處理。
焊接平臺整形;分為矯正﹑修補和表面精整3個方面。有些焊接平臺在凝固﹑冷卻以及熱處理過程中產生變形﹐使部分尺寸出錯﹐需用矯正的方法修復。矯正主要利用機械力量在室溫或溫態下進行。當變形量過大時﹐也可以在加熱爐內利用鑄件自重或外加壓重進行高溫矯正。焊接平臺外部缺陷主要使用焊接手段修復。要求氣密﹑液密的鑄件的滲漏缺陷﹐則采用壓入堵漏劑的方法解決。鑄件表面粗糙和凹凸不平一般用懸掛砂輪和高速砂輪磨光精整。
粗加工焊接平臺交貨前﹐根據技術條件對局部進行粗加工。鑄件經粗加工后﹐能及時發現缺陷予以解決﹐并能減輕重量﹐還可使廢料和切屑能夠就地分類回用。
焊接平臺防銹處理:有些鑄件和機床鑄件﹐交貨前求要進行防銹處理以防止運輸和存放期間生銹。一般是在后檢驗合格后刷上底漆。
5.每次單面鏟刮完畢后,應用專用細號油石對臺面進行微力打磨,保證應鏟刮時因其的毛刺刺傷鏟刮人員和下次使用間距對焊接平臺臺面拖研是帶來的劃傷。
6.鏟刮作業時因用肉眼看清刮研點的位置,不可重復將刮刀落到相同的刮研點上。鏟刮應單方向循環作業,不可區域式刮研。鏟刮完整面后,用毛刷將鏟刮鐵屑清理干凈,肉眼找出未能鏟刮到的部位,按相同力度進行補刀處理。只有這樣才能達到刮研點接觸的標準。
7鏟刮作業時因注意室溫的溫度變化,室內溫度的變化對焊接平臺臺面有這很大關系,溫度升高會使焊接平臺中心變凹,溫度過低會造成臺面變凸。及時觀察溫度變化至關重要,防止因溫度變化而造成臺面變化,對鏟刮人員帶來判斷錯誤浪費工時等現象產生。
8.刮刀的手柄必須安裝牢固,在相應握刀位置纏裹能增強手與刮刀握合力的相關輔助材料。
9.焊接平臺放置工作高度因平穩牢固,高度因適合鏟刮人員的工作高度,過高或者過低都會造成作業人員易疲勞,工作質量和效率大幅度降低。
10.刮研工作中,研具的拖動和吊裝因注意,確保人員。鏟刮及拖研和吊裝時人員應注意力高度集中,對于臺面開有T型槽或者圓孔的臺面進行鏟刮時,更需要注意,防止因刀頭頂空,而造成操作人員的人身傷害。在鏟刮工作中,因精力高度集中,不可閑談走神。
面向未來,運城永濟偉業五金機械廠將繼續以為用戶創造價值為己任,以【鑄鐵焊接平臺廠家】產品質量為核心、以優質服務為重點,以精細化管理為保障,以創新驅動為動力,追求市場較大化,與海內外客商一道,攜手并進,在發展中共贏,在共贏中發展,努力實現融通天下!
在運城市永濟市采買優選:焊接平臺工廠到偉業五金機械廠(永濟市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理,地址:《工業開發區》。










