

以下是:湖南省永州市優質的圓管生產廠家的產品參數
型號 WGJ-Y219 功率 12 重量 2000 尺寸 2860*1560*1620 范圍 優質的圓管綠化客土噴播機供應范圍覆蓋湖南省 永州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、郴州市 零陵區、冷水灘區、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠縣、藍山縣、新田縣等區域。 【萬澤錦達】以匠心打造多元場景產品,涵蓋長沙綠化客土噴播機多種工藝、衡陽綠化客土噴播機好貨直銷、湘潭綠化客土噴播機制造廠家、張家界綠化客土噴播機廠家供應、岳陽綠化客土噴播機一站式采購方便省心、益陽綠化客土噴播機發貨及時、湘西綠化客土噴播機低價貨源、零陵綠化客土噴播機實體廠家支持定制、寧遠綠化客土噴播機購買的是放心等。優質的圓管生產廠家,萬澤錦達機械制造(永州市分公司)shiwugongsi005159-14為您提供優質的圓管生產廠家的資訊,聯系人:李經理,電話:【13835146197】、【13835146197】,發貨地:小店區208國道東蒲村東蒲一路孝信文化工業園。 湖南省,永州市 永州市,湖南省轄地級市,古稱零陵、雅稱“瀟湘”,于湖南南部,瀟、湘二水匯合處,地勢三面環山、地貌復雜多樣。截至2022年10月,永州市轄2個區8個縣,代管1個縣級市,總面積2.24萬平方千米。截至2022年底,永州市常住人口514.37萬人。
無論您是初次接觸還是已經熟悉,我們的優質的圓管生產廠家產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。以下是:湖南永州優質的圓管生產廠家的圖文介紹
圓管彎管機操作前:
1、機床必須良好的接地,導線不得小于4mm2銅質軟線。不允許接入高過規定范圍的電源電壓,不能帶電插拔插件,不能用兆歐表測試控制回路,否則可能損壞器件。
2、在插拔接插件時,不能拉拔導線或電纜,以防焊接拉脫。接近開關,編碼器等不能用硬物撞擊。
3、不能用尖銳物碰撞顯示單元。電氣箱必須放在通風處,禁止在塵埃和腐蝕性氣體中工作。
4、不得私自加裝、改接PC輸入輸出端。調換機床電源時必須重新確認電機轉向。機床應保持清潔,特別應注意夾緊塊、滑塊等滑動槽內不應有異物。
5、定期在鏈條及其它滑動部位加潤滑油。在清洗和檢修時必須斷開電源。
6、、開車前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象(角度編碼器處于不允許加油);
7、壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于12.5Mpa.
8、、模具調整:模具安裝,要求模具與夾緊塊對中心,夾緊塊可用螺栓調節;助推塊與模具對中心,助推塊可調;芯頭與模具對中心,松開芯頭架螺栓,調正好中心后緊固螺栓。
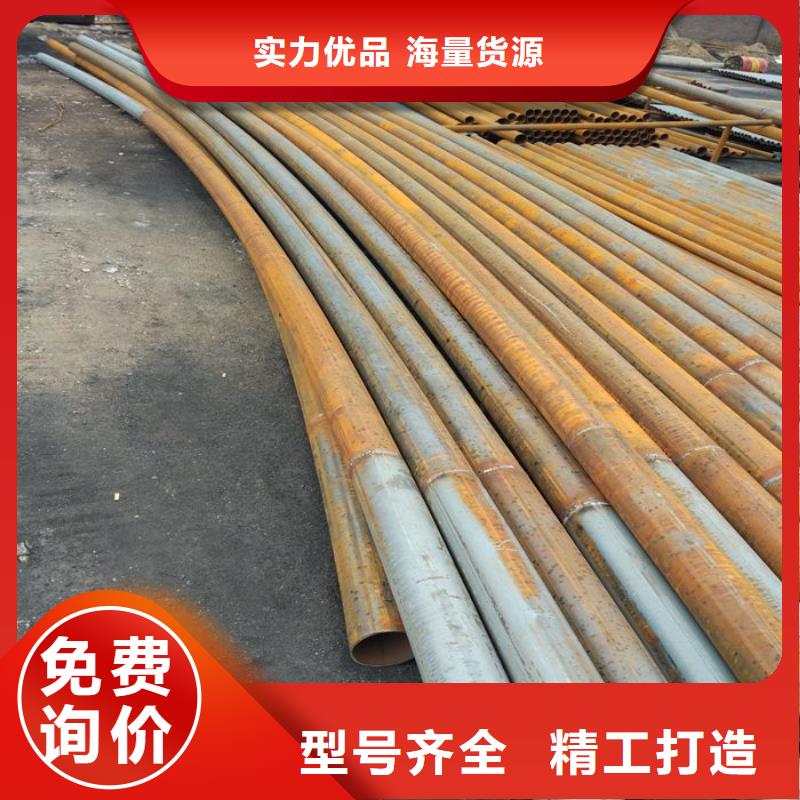
并能把12M長,直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎區成弧形。
開車前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象(角度編碼器處于不允許加油);壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于12.5Mpa.模具調整:模具安裝,要求模具與夾緊塊對中心,夾緊塊可用螺栓調節;助推塊與模具對中心,助推塊可調;芯頭與模具對中心,松開芯頭架螺栓,調正好中心后緊固螺栓。
機床開動時注意人體不得進入轉臂旋轉掃過的范圍。機床工作時,所有人員禁止進入轉臂及管件掃過的空間范圍!調整機床(模具)時,應由調整者自已按動按鈕進行調整。不可一人在機床上調整,另一人在控制柜上操作。調整機床或開空車時應卸下芯桿。液壓系統壓力不可大于14Mpa。
手動調整側推油缸速度時轉臂應旋轉至≥900時進行調整,調整速度為轉臂轉動彎管模具邊緣的線速度同步,禁止在手動狀態下側推推進速度大于旋轉模具邊緣的線速度。一般機器使用一段時間后應檢查鏈條的漲緊程度,保持上下鏈條松緊一致。自動操作時在有芯彎曲模式中,彎臂返回前,操作人員必須保證芯頭在管子里面,或確保芯軸在彎臂返回時沒有阻擋現象,否則,芯頭或芯桿有可能被折彎或折斷。
湖南永州萬澤錦達機械制造有限公司主營產品 綠化客土噴播機,公司憑著良好的信譽和優質的服務贏得廣大客戶的支持。經過全體員工的努力,現公司提供更優質,、的服務給廣大的同行,廠家和商家;并具備一批專業的、年輕的骨干隊伍,我公司本著以客戶為主,誠信di yi的服務宗旨。公司成立以來,始終堅持“思路決定出路,人品鑄就產品”的經營理念,連續多年被評為“文明企業”、“重點骨干企業”、“質量達標企業”、“重合同,守信用”企業,客戶贈于“這里信得過”稱譽。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
圓管彎管機操作前:
1、機床必須良好的接地,導線不得小于4mm2銅質軟線。不允許接入高過規定范圍的電源電壓,不能帶電插拔插件,不能用兆歐表測試控制回路,否則可能損壞器件。
2、在插拔接插件時,不能拉拔導線或電纜,以防焊接拉脫。接近開關,編碼器等不能用硬物撞擊。
3、不能用尖銳物碰撞顯示單元。電氣箱必須放在通風處,禁止在塵埃和腐蝕性氣體中工作。
4、不得私自加裝、調換機床電源時必須重新確認電機轉向。機床應保持清潔,特別應注意夾緊塊、滑塊等滑動槽內不應有異物。
5、定期在鏈條及其它滑動部位加潤滑油。在清洗和檢修時必須斷開電源。
6、開車前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象
7、壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于12.5Mpa.
8、、模具調整:模具安裝,要求模具與夾緊塊對中心,夾緊塊可用螺栓調節;助推塊與模具對中心,助推塊可調;芯頭與模具對中心,松開芯頭架螺栓,調正好中心后緊固螺栓。
在湖南省永州市采買優質的圓管生產廠家到萬澤錦達機械制造(永州市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-【13835146197】,地址:《小店區208國道東蒲村東蒲一路孝信文化工業園》。














