以下是:山西省運城市異形鋼管現貨各種規格的產品參數
型號 85*1.5 材質 QQ235 產地 聊城 范圍 異形鋼管各種規格冷拔異形鋼管供應范圍覆蓋山西省 運城市 太原市、大同市、長治市、晉城市、陽泉市、朔州市、晉中市、忻州市、臨汾市、呂梁市 鹽湖區、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市等區域。 【利康】為客戶提供多樣化產品,包括大同冷拔異形鋼管一站式采購商、晉中冷拔異形鋼管層層質檢、臨汾冷拔異形鋼管廠家新品、呂梁冷拔異形鋼管庫存齊全廠家直供、稷山冷拔異形鋼管多年廠家可靠、平陸冷拔異形鋼管銷售的是誠信等,適配多元場景需求。異形鋼管現貨各種規格,利康金屬材料(運城市分公司)lcjs383-14為您提供異形鋼管現貨各種規格的資訊,聯系人:高經理,電話:【0635-8882574】、【15224295881】,供應服務范圍覆蓋山西省 運城市 太原市、大同市、長治市、晉城市、陽泉市、朔州市、晉中市、忻州市、臨汾市、呂梁市 鹽湖區、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市。 山西省,運城市 2022年,運城市實現地區生產總值2301.1億元,其中:產業增加值351.3億元,第二產業增加值970.0億元,第三產業增加值979.9億元。三次產業構成為15.3∶42.1∶42.6。全年人均地區生產總值48693元。
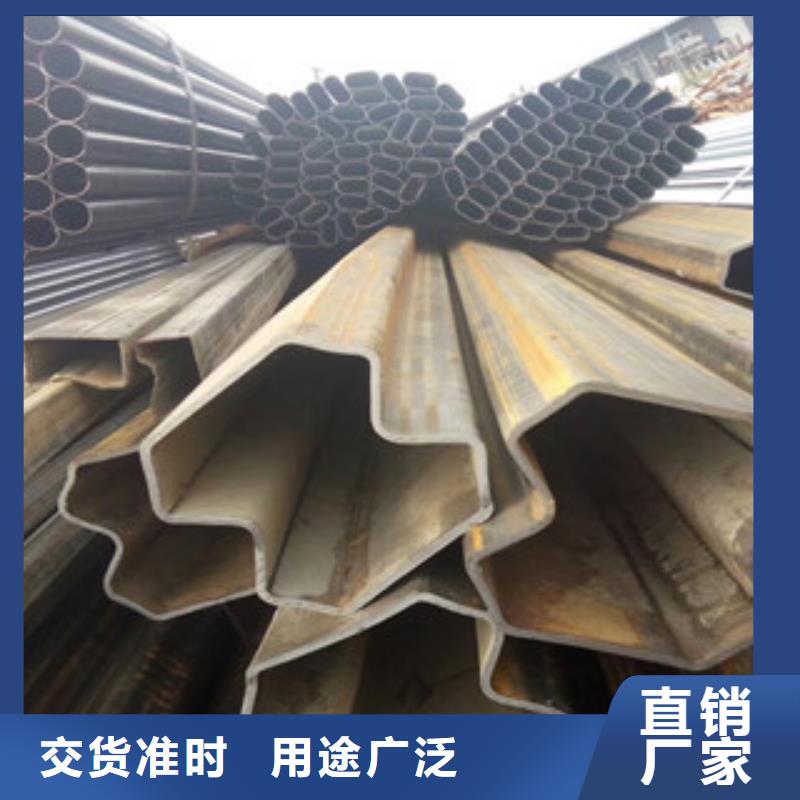
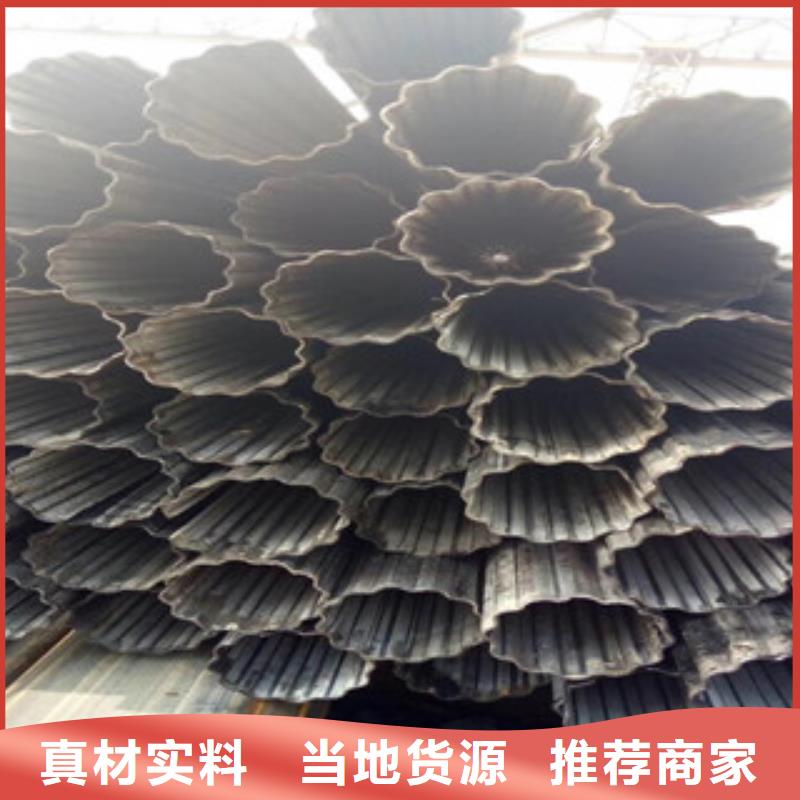
異形鋼管現貨各種規格視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:山西運城異形鋼管現貨各種規格的圖文介紹橢圓異型管,一般是在圓形管的基礎上擠壓成鴨蛋形狀,橢圓異型管分為正橢圓和平橢圓,正橢圓是指弧度對稱的鴨蛋形,平橢圓是指兩個長面平行直線狀,兩個短面成圓弧狀。主要廣泛用于石油、化工、醫療、食品、輕工、機械儀表等工業輸送管道以及機械結構部件等。另外,在折彎、抗扭強度相同時,重量較輕,所以也廣泛用于制造機械零件和工程結構。
強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗剪強度等。各種強度間常有一定的聯系,使用中一般較多以抗拉強度作為**基本的強度指針。
異型鋼管完整成形工藝歸納 異型鋼管成形工藝,即異型管廠家機組成形及定徑部分孔型設計和調整方法均會直接影響焊接質量的優劣。 傳統的成形工藝為輥式成形工藝,有單半徑,雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成形質量。 此種傳統輥式成形工藝,都用于直徑小于φ114㎜的異型管廠家機組。各種成形工藝技術,有不同優缺點,適合不同的條件、產品用途應在設備選型時慎重考慮、以選擇不同的成形工藝技術。 為了減少彈性變形,對于精密異型管廠家機組加工變形道次都比普通異型管廠家道次相應增加2~3道次。 在變形安排上,應減少初始時變形角度,穩定的咬入,中間彎形角度適當,后部變形適當減少,增加變形道次不僅僅是減少變形力,還可使帶鋼有釋放表面應力的機會,讓表面應力增加的梯度緩慢,可以避免出現裂紋。 在調整過程中,垂直中心線的各道次統一,以中心作為基軸,找準定位尺寸及中間套,在水平線的位置上,應按照工藝安排,形成上山線(下山線)平直線,不能出現曲線跳動。在沒有穿帶前,就應該調整好各機架的孔型形狀,測量各道次尺寸,保證產品穩定進入各機架。在調整中要均衡受力,不可以在一個機架上強行變形,保證角穩定均勻變化。
異型管褶皺缺陷是鋼帶退火后在平整拉矯過程中產生的一種常見的缺陷。一般認為褶皺印產生的原因是,帶鋼經過再退火后有明顯的上下屈服極限,下屈服極限有很長的屈服平臺,當異型管鋼帶局部受到超過屈服極限的應力時,便會出現從彈性區到塑性區的突發轉變,即鋼帶所承受的應力超出彈性極限,因而產生屈服,使斷面上產生不均勻和局部流動的變形,這時就會出現褶皺。褶皺可以分為兩種:一種是橘皮狀褶皺,一種是樹枝狀褶皺。前者的特點是紋理細密狀,類似橘皮;而后者則是延鋼帶縱向兩邊分布,類似樹枝狀。
異型管生產時,要控制此類缺陷可以采取以下五個措施:
一、在保證板型的前提下盡量減小延伸,避免升降速過快,穩定拉矯速度,減小內應力。
二、對于上拉矯線前表面只要有細小裂紋或者小壓下量就產生嚴重褶皺缺陷的同批次鋼卷,要先通過異型管的平整機組,采用較大的延伸率對其進行平整,再針對不同的板型要求進行相應張力的拉矯。
三、投入拉矯輥后,對其采取張力模式拉矯。拉矯機組投輥可有效減少異型管機組張力,增加屈服區域的數量,減小屈服區域的寬度,從而減輕褶皺印缺陷。
四、在退火工序應重點控制易產生褶皺的鋼種,尤其對鐵素體一類的體心立方結構鋼。退火時應避免鋼帶縱向或橫向局部退火不均和鋼種不完全退火情況的發生,確保異型管再結晶晶粒均勻。
五、在異型管進行熱軋工序時,應盡量采取低的軋制溫度,防止晶粒粗。在冷軋工序,應控制軋制厚度均勻,確保較小的同板差。冷軋后同板差應≤2.5%,這是減少拉矯過程產生表面皺褶缺陷的重要條件。
山西運城利康金屬材料有限公司位于經濟技術開發區蔣官屯辦事處鄧官屯工業園,交通便利,位置優越。主要生產 冷拔異形鋼管。自2公司成立以來,經過十幾年的、快速發展,已成為行業頗具規模的 冷拔異形鋼管生產企業。公司堅持以率高質量不斷研發新產品,以科技先進的管理理念對企業進行整體規劃。 成功來自品質,原于專業!我公司兼程“商者無域,相融共進”的原則“踏踏實實做人,實實在在做事”的經營理念,愿與各界人士攜手共創美好明天 !
異型鋼管生產商層次對策
有時候異型鋼管生產商坯會出現層次難題,可能會導致探傷檢測合不來。要防止這一缺點,人們能夠 采用下列三點解決對策:
(一)緩冷時間
異型鋼管生產商方坯的緩冷加工工藝,關鍵對于碼垛溫度和碼垛延遲時間。冷軋不銹鋼厚度不超80mm厚鋼板熱校直后,在冷床等待時間不能超過5min。薄厚超過80mm厚鋼板可適度增加至10min,保證厚鋼板成垛前溫控在500℃之上。不銹鋼厚度不超50mm厚鋼板緩冷時間在12h;薄厚超過50mm的厚鋼板緩冷時間24h,禁止提早拆垛鑄軋。
(二)操縱制冷
異型鋼管生產商方坯出現馬氏體一般是因為冷速過快導致的。當制冷速率減少至3-5℃/s時,厚鋼板芯部縮松帶已不出現馬氏體機構,產生基本的鐵素體機構。操縱制冷后,方坯芯部縮松帶機構地應力顯著降低,因機構地應力造成的微裂痕獲得大大的改進。
(三)集中化裝爐規章制度
在具體制造中冷軋厚鋼板的長及寬相距很大,在厚鋼板緩冷時存有碼垛不齊整的狀況,造成超高板材邊緣部探傷檢測檢測不過關或者較長板頭頂部探傷檢測檢測不過關。根據創建集中化裝爐規章制度,分配冷軋厚鋼板長、寬相仿的合同書集中化裝爐,確保事后厚鋼板碼垛的齊整。必需時對異型鋼管生產商方坯附近選用石棉布包囊,隔熱保溫實際效果。
您是想要在山西省運城市采購高質量的異形鋼管現貨各種規格產品嗎?利康金屬材料(運城市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的異形鋼管現貨各種規格產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-【15224295881】,地址:《經濟技術開發區蔣官屯辦事處鄧官屯工業園》。












