| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5000/噸 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 10000 |
| 運(yùn)費(fèi)說(shuō)明 | 全國(guó)包郵 |
| 小起訂 | 一噸 |
| 質(zhì)量等級(jí) | 一級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 萬(wàn)方 |
| 發(fā)貨城市 | 聊城 |
| 加工定制 | 可根據(jù)客戶要求定制 |
| 可售賣地 | 全國(guó) |
| 外形尺寸 | 可定制 |
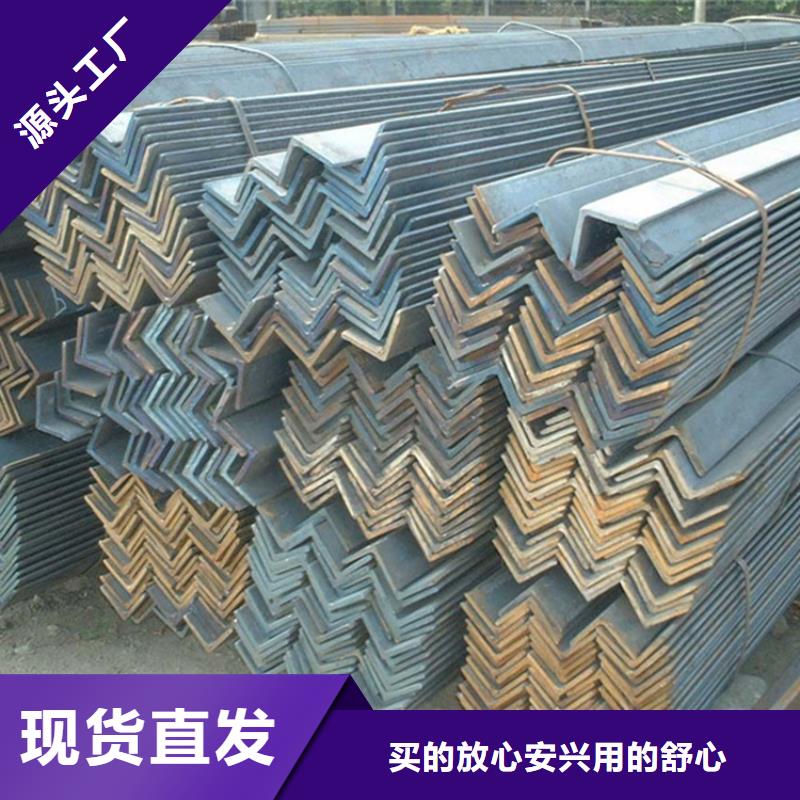
| 范圍 | S355J0角鋼直供供應(yīng)范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市等區(qū)域。 |
云南Q235D角鋼主要用于制造電力鐵塔、橋梁、船舶及工程機(jī)械等。同時(shí),Q235D角鋼也是國(guó)外鐵路橋梁結(jié)構(gòu)架、軍用應(yīng)急橋梁鋼結(jié)構(gòu)件的原材料。近年來(lái),隨著中國(guó)鋼鐵產(chǎn)能的過(guò)剩,國(guó)內(nèi)制造業(yè)則將市場(chǎng)轉(zhuǎn)向了國(guó)際,鋼鐵產(chǎn)品出口需求量日益增加。安鋼本著搶占國(guó)際市場(chǎng),擴(kuò)大型材產(chǎn)品結(jié)構(gòu),從而提高型材機(jī)組的創(chuàng)效能力,在100t轉(zhuǎn)爐—LF精煉爐—120mm×120mm連鑄方坯—400型材機(jī)組順利研制開(kāi)發(fā)出Q235D熱軋槽鋼。
 wfjs
wfjs
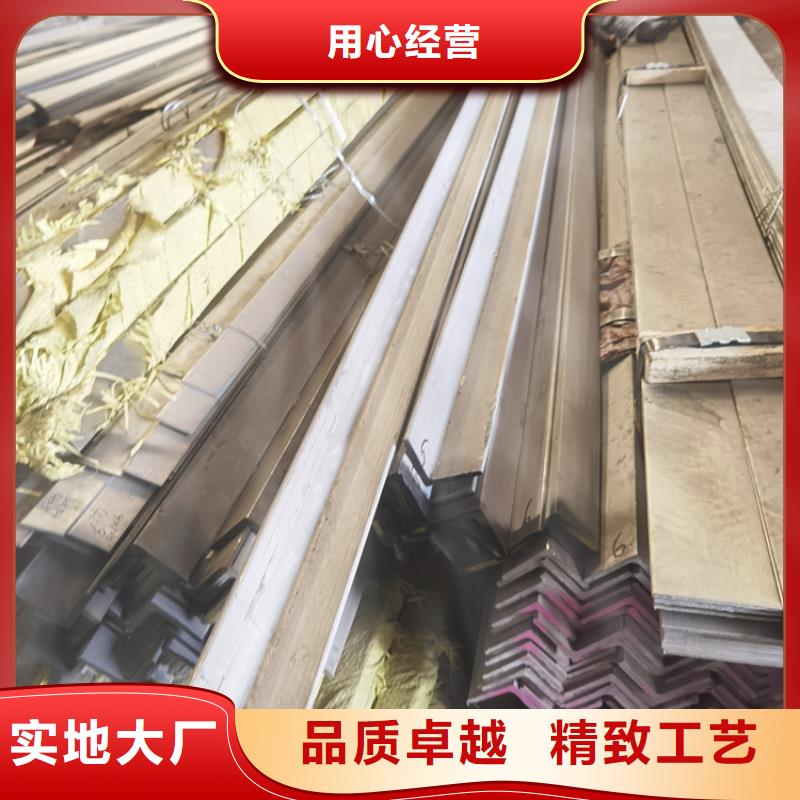
云南型材H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續(xù)式焊接機(jī)組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規(guī)格受限制等缺點(diǎn)。因此,H型鋼以軋制方法生產(chǎn)為主。在現(xiàn)代化的軋鋼生產(chǎn)中,使用軋機(jī)軋制H型鋼。H型鋼的腹板在上下水平輥之間進(jìn)行軋制,翼緣則在水平輥側(cè)面和立輥之間同時(shí)軋制成形。由于僅用軋機(jī)尚不能對(duì)翼緣邊端施以壓下,這樣就需要在機(jī)架后設(shè)置軋邊端機(jī),俗稱軋邊機(jī),以便對(duì)翼緣邊端給予壓下并控制翼緣寬度。在實(shí)際軋制操作中,把這兩座機(jī)架作為一組,使軋件往復(fù)通過(guò)若干次(圖2a),或者是令軋件通過(guò)由幾架機(jī)座和一兩架軋邊端機(jī)座組成的連軋機(jī)組,每道次施加一定的壓下量,將坯料軋成所需規(guī)格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,由于水平輥側(cè)面與軋件之間有滑動(dòng),軋輥的磨損比較大。為了保證重車后的軋輥能恢復(fù)原來(lái)的形狀,應(yīng)使粗軋機(jī)組上下水平輥的側(cè)面以及與其相對(duì)應(yīng)的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設(shè)置成品軋機(jī),又叫精軋機(jī),其水平輥側(cè)面與水平輥軸線垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀(圖2d)。
89300云南型材Q355D槽鋼參數(shù)18B#槽鋼Q345D槽鋼資訊:槽鋼在使用中要求其具有較好的焊接、鉚接性能及綜合機(jī)械性能。 產(chǎn)槽鋼的原料鋼坯為含碳量不超過(guò)0.25%的碳結(jié)鋼或低合金鋼鋼坯。Q355D槽鋼參數(shù)18B#槽鋼Q345D。成品槽鋼經(jīng)熱加工成形、正火或熱軋狀態(tài)交貨。其規(guī)格以腰高(h)*腿寬(b)*腰厚(d)的毫米數(shù)表示,如100*48*5.3,表示腰高為100毫米,腿寬為48毫米,腰厚為5.3毫米的槽鋼,或稱10#槽鋼。
 wfjs
wfjs方金屬材料(云南省分公司)名片")