

以下是:2025歡迎訪問##焊接平臺廠家##可定制的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 在福建省漳州市采買2025歡迎訪問##焊接平臺廠家##可定制到偉業五金機械廠(漳州分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-18762195566,QQ:250188005,地址:《工業開發區》。 福建省,漳州市 漳州境內有世界遺產名錄南靖土樓,東山島、漳州濱海火山地質公園、云洞巖等景點。漳州市是歷史文化名城、全國文明城市 、文化生態保護區、衛生城市 、全國雙擁模范城市、中國旅游城市。
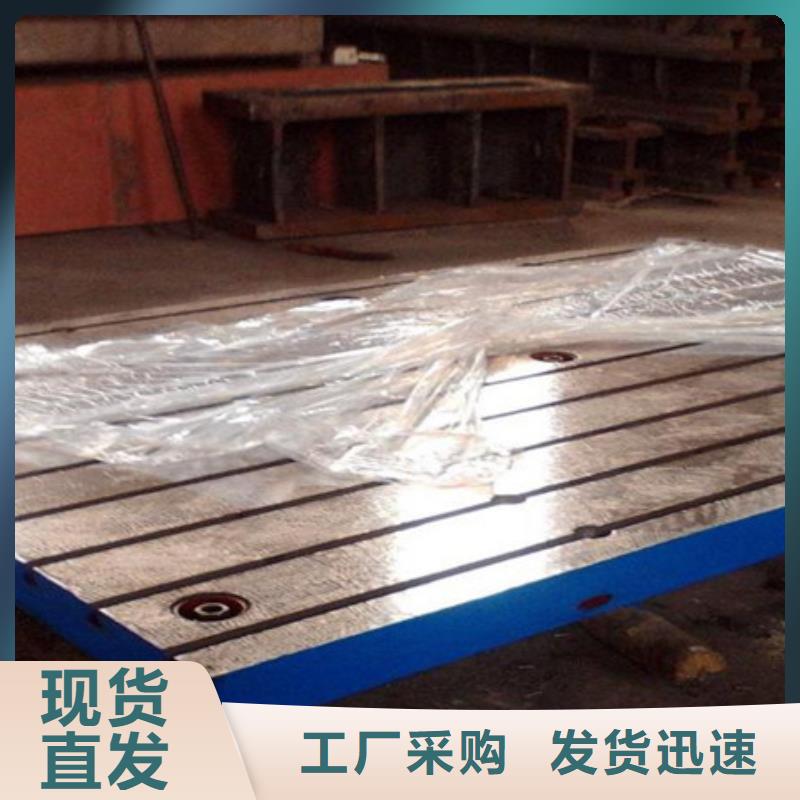
無需長篇大論,觀看2025歡迎訪問##焊接平臺廠家##可定制視頻,讓你瞬間愛上我們的產品。以下是:2025歡迎訪問##焊接平臺廠家##可定制的圖文介紹專業銷售 鑄鐵焊接平臺廠家。
福建漳州偉業五金機械廠
將繼續秉持“追求卓越,永續經營”的經營理念,立足市場,挑戰自我,服務客戶,堅定不移地做中國的不銹鋼材料供應商。
經營宗旨:的品質和服務創造企業品牌。
經營理念:以人為本,開拓創新,持續改進,追求卓越。
質量方針:弘揚品質精神,構建完善的質量管理體系,把品質戰略貫穿于公司日常工作的各個細節中。
環境方針:遵守法規,減廢防污,持續改進,綠色環保。
公司理念:誠信經營貼心的服務誠心的交流,顧客滿意是企業永恒的追求
焊接平臺球化劑的用量將越來越大,焊接平臺球化劑主要是用于鑄造中的脫硫工藝,對球化等級的要求提高,當然對球化劑的要求也將提高。 離心球墨鑄鐵管是球墨鑄鐵件中產量的產品,為鐵素體基球墨鑄鐵。
早年間我國發展了獨具特色的稀土鎂硅鐵球化劑,當時國外以鎂硅鐵球化劑為主。國內三十年來的趨勢是球化劑中的稀土含量逐漸降低。國外的球化劑中也添加稀土。
國內近十年來推廣鑄造焦和大雙沖天爐,電爐的用量也在增加。鐵液的質量,包括溫度、硫氧含量都有明顯改善。因此球化劑中的稀土和鎂的含量逐步降低。
目前大部分中小沖天爐出鐵溫度1380~1420℃,含硫0.08~0.12%時,采用含Mg8~10%、Re6~8%的球化劑。此類球化劑大約占球化劑總量的60~70%。大型熱風沖天爐、采用脫硫工藝、采用沖天爐—電爐雙聯 熔化工藝采用電爐熔化的鑄造廠則要求供應含Mg、Re較低的球化劑。這些鑄造廠數量不多,目前其產量約占球鐵總量25~30%。今后這類球化劑的用量將逐步增多。
焊接平臺的在初期磨損量大,這是由于磨損面不平滑,實際接觸面積小,比壓大所造成的。對于平臺來說,使用中平臺刮研接觸斑點始終處于初期磨損階段,這是造成刮研接觸斑點磨損主要原因之一。根據磨擦速度、接觸壓力磨損可以看出,磨損速度v=0.3~0.5m/s的狀態下,磨損量,這一段稱為粘著磨損。平臺的使用狀態下,工件在平臺上移動速度也正是在這一階段上進行工作的,這是造成刮研接觸斑點磨損的原因之二。
我公司生產的焊接平臺在工業上得到了非常廣泛的應用,幾乎成為了每個工廠廠家都會用的精密測量工具。焊接平臺作為精密測量工具,的確有著其它精密測量工具所沒有的優勢,隨著應用越來越多關于它的一些信息也不斷增多,加上如今社會網絡這么發達,網絡采購已經成為一種趨勢,面對網絡上各種各樣的焊接平臺信息,讓客戶眼花繚亂,不知道去哪里采購,從哪里下手。其實去哪里采購不是重點,重要的是要買到質量合格,價格優惠的產品。它的價格是客戶更為關注的問題,可是就這個價格問題有的廠家高,有的廠家低,有的焊接平臺質量好,有的則不好這是為什么呢,其實是有內幕的。一個是使用的原材料不同,成本就會不同,在一個就是焊接平臺生產廠家的不同,一個大的有資質的廠家和一個小作坊生產經演是不一樣的,技術人員對于質量的要求程度肯定也不會一樣,所以就會出現價格有高有低的現象,到任何時候價格和質量都會成正比的。
我公司加工定制焊接平臺T型槽的方法大致如下:
1、按照在鑄鐵焊接平臺的端面和上平面已經畫好的加工線找正和裝夾焊接平臺。
2、用切槽刀刨出直角槽。如果T型槽較小(槽寬小于100mm),頂部直角槽精度要求不高,可在一次走刀中切出,使其寬度等于T形槽槽口的寬度。如果T形槽較小和槽口精度要求較高或T形槽較大時,必須粗刨和精刨兩次刨出直角槽。
3、刨側面左右凹槽。加工前,用鑄鐵直角尺或鑄鐵方尺檢查彎頭切刀切削刃與鑄鐵平板頂面是否垂直(允許傾斜一個小度角ε,一般取ε=25"~30",以抵抗切削抗力使刨刀刀桿產生的彎曲彈性變形),若不垂直,則應重新調整刀具到保證垂直為止。然后用彎頭切刀分別刨削左右側面的凹槽。
4、倒角。用兩個主偏角均為45°的尖頭刨刀倒角。
在福建省漳州市采購2025歡迎訪問##焊接平臺廠家##可定制請認準偉業五金機械廠(漳州分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-18762195566,QQ:250188005,地址:工業開發區)。










