
以下是:價格低的焊接平臺廠家的產品參數
小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 價格低的焊接平臺廠家_偉業五金機械廠(浙江省分公司),固定電話:【18762195566】,移動電話:【18762195566】,聯系人:李經理,工業開發區 發貨到 浙江省 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市。 浙江省 浙江省的河流錢塘江,因江流曲折,稱之江,又稱浙江,省以江名。“七山一水兩分田”是浙江地形的概貌。浙江是中國島嶼多的省份,海岸線總長居全國首位。浙江是中國古代文明的發祥地之一,有良渚文化、河姆渡文化、馬家浜文化等新石器時代文化和吳越文化、江南文化、宋韻文化等地域文化。
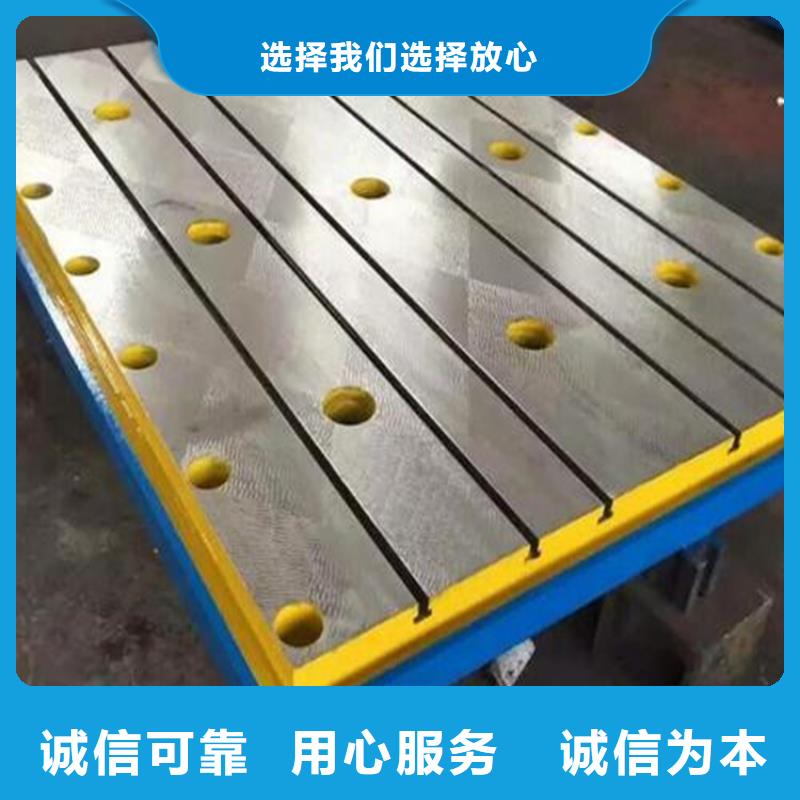
想要更直觀地了解價格低的焊接平臺廠家產品的細節和特色?我們為您制作了視頻,它將帶您進入一個比文字更加鮮活的世界。以下是:價格低的焊接平臺廠家的圖文介紹制定好以上數據后,確定焊接平臺焊接平臺的終生產圖,焊接平臺即將進出到生產環節。在生產環節中,T型槽的加工是在兩次人工回火后進行的。
焊接平臺的鑄造配料工藝介紹:1)、在焊接平臺鑄造錢根據沖天爐熔化配料單進行計量后上料。
1.在半成品焊接平臺臺面上嚴格按照生產圖紙 準確劃線。并經過專門校驗人員確認后方可進行機床加工。
2.加工時,安裝與T型槽尺寸相對應T型槽銑刀,首先進行立式加工,在達到T型槽總深度的尺寸時,更換下底槽銑刀,進行下底槽加工。在銑刀進行開槽加工時,值得注意的是,吃刀量不可過大過深。
以上為偉業機床焊接平臺焊接平臺T型槽設計及加工的基本工藝。如需采購焊接平臺等其他工量具或技術上的問題。
2)、焊接平臺的原材料:化學成分純凈的生鐵,廢鋼,回爐料,重稀土孕育劑,純銅。輔料:硅鐵,錳鐵,脫硫劑,低硫低磷級鑄造焦炭等。
3)、原材料配比:80%生鐵,10%廢鋼,回爐料,硅、錳含量通過低硫低磷的硅鐵錳鐵來調整。
4)、焊接平臺的原鐵水成分控制范圍:S<0.12%,C:3.6-3.8%,Si:1.2-1.6%,Mn:0.5-0.6%,P≤0.13。
5)、鐵與炭比例: 6:1。
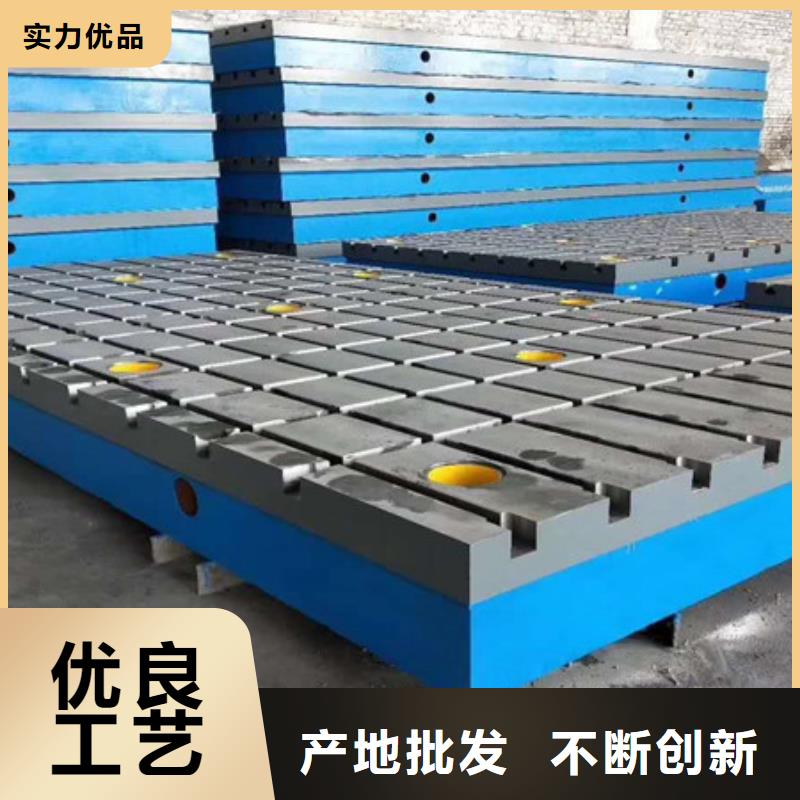
產品精度依次分別為0,1,2,3級四個級別。強度高的焊接平臺,自身的使用壽命就可以達到很長,所以焊接平臺的強度決定著使用壽命是值得重示的。在一定的鑄造條件下,不同材質的灰口鑄鐵所能鑄出的焊接平臺鑄件小壁厚是不同的。當設計的壁厚小于 焊接平臺的小壁厚時,焊接平臺鑄件易產生澆注不足、冷隔等缺陷。同一焊接平臺上,內壁厚度應比外壁厚度小,中心的厚度應比連接壁小,以便使各部分壁的冷卻速度均勻。適當的 焊接平臺設計在很大程度上對于平臺的強度具有很大的影響。
焊接平臺鑄件回火的特點是:通過改變鑄件內部的顯微組織,或改變鑄件表面的化學成分,賦予或改善鑄件的使用性能。焊接平臺鑄件回火時應嚴格遵守回火工藝,筋臺密集或易變形部位應加支撐筋,防止回火溫度導致變形和斷裂。應有專人看管回火爐溫度計,及時控制溫度,防止溫度過高或過低,這樣會對回火的鑄件有很大的影響。
焊接平臺的鑄件回火是焊接平臺加工階段重要的一環節,很多生產企業為了追求利潤,壓低產品價格,把這一道非常重要的工序給省略掉了。平臺的回火是非常重要的,它能從根本上鑄件內部的應力,使鑄件的變形量很小,從而在根本上縮小平臺不變形,精度能很好的得到有效的保證。
浙江偉業五金機械廠主營 鑄鐵焊接平臺廠家,為客戶提供優質的 鑄鐵焊接平臺廠家產品、良好的技術支持、健全的售后服務以及真誠的態度均得到新老客戶的一致好評。公司組織機構健全且擁有一批經驗豐富、高素質、率的員工隊伍,浙江偉業五金機械廠是浙江 鑄鐵焊接平臺廠家企業,如果您對我公司的 鑄鐵焊接平臺廠家產品服務有興趣,請在線留言或者來電咨詢。
選購價格低的焊接平臺廠家來浙江省找偉業五金機械廠(浙江省分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-【18762195566】,地址:[工業開發區]。








