| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |



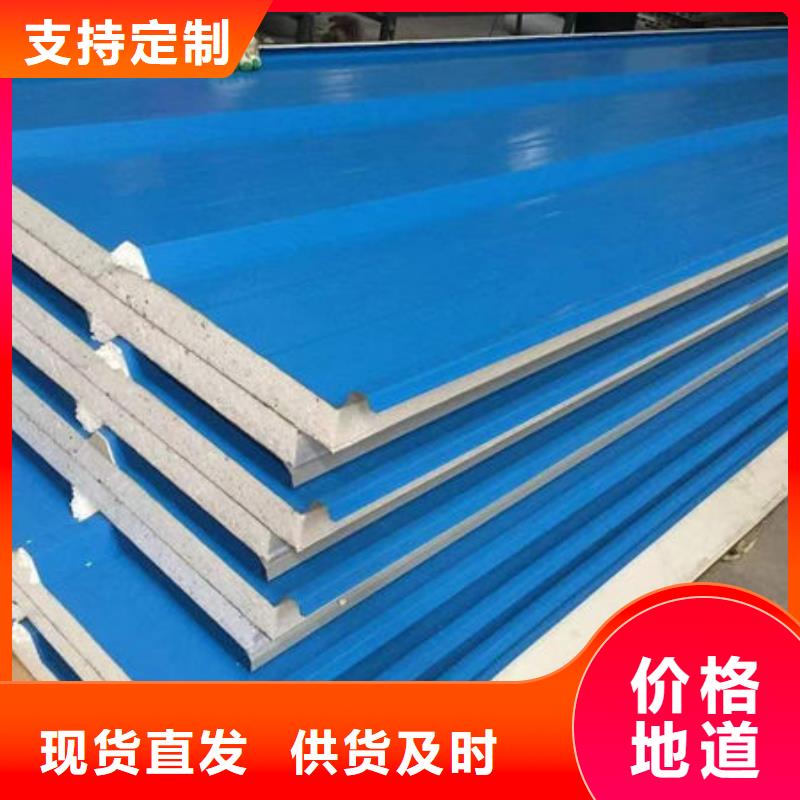
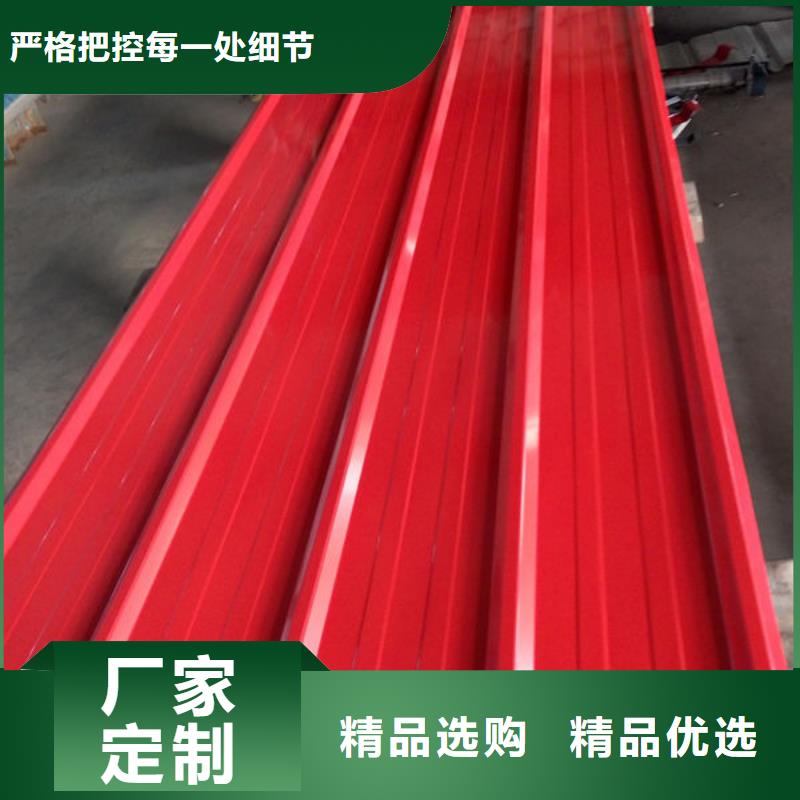
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產(chǎn)線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預(yù)彎邊:利用預(yù)彎機進行板邊預(yù)彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預(yù)彎后的鋼板的一半經(jīng)過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預(yù)焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進行焊接。 超聲波檢驗對螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進行的檢查。8. X射線檢查:對內(nèi)外焊縫進行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài)。
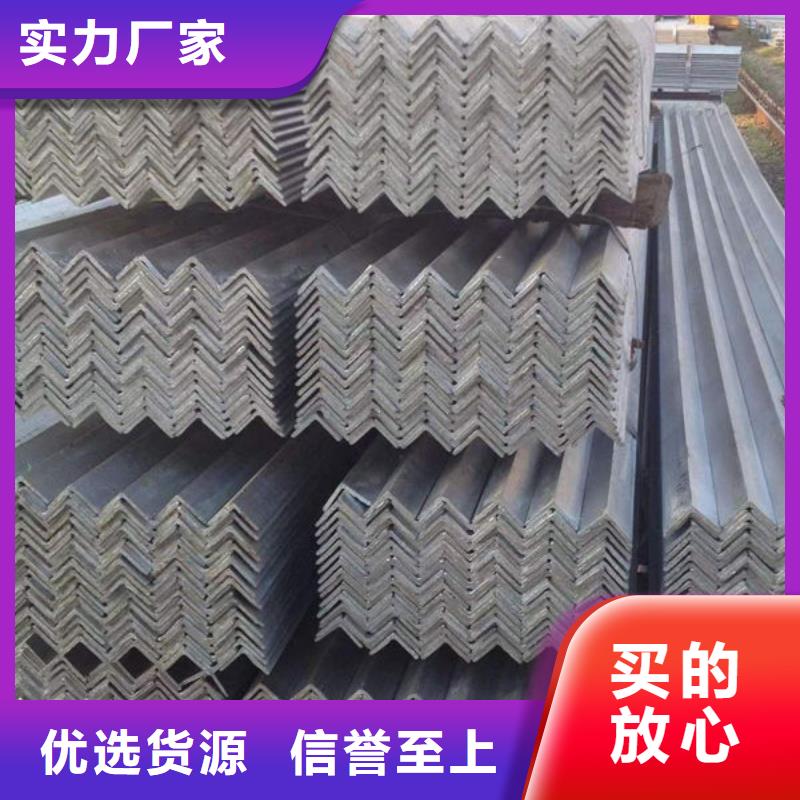
角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的 兩個邊寬相等。其規(guī)格以邊寬×邊寬×邊厚的毫米數(shù)表示。如"∟30×30×3",即表示邊寬為 30毫米、邊厚為3毫米的等邊角鋼。等邊角鋼理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其為: W (重量, kg ) = F (斷面積 mm2 )× L (長 度, m )×ρ(密度, g/cm3)× 1/1000 鋼的 密度為: 7.85g/cm3等邊角鋼的表面質(zhì)量在標準中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。等邊角鋼幾何形狀偏差的允許范圍在標準中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規(guī)定角鋼不得有顯著的扭轉(zhuǎn)。
角鋼的規(guī)格用邊長和邊厚的尺寸表示。目前國產(chǎn)角鋼規(guī)格為2—20號,以邊長的厘米數(shù)為號數(shù),同一號角鋼常有2—7種不同的邊厚。進口角鋼標明兩邊的實際尺寸及邊厚并注明相關(guān)標準。一般邊長12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。進出口角鋼的定貨一般以使用中所要求的規(guī)格為主,其鋼材為相應(yīng)的碳結(jié)鋼鋼號。也是角鋼除了規(guī)格號之外,沒有特定的成分和性能系列。角鋼的交貨長度分為定尺、倍尺兩種,國產(chǎn)角鋼的定尺選擇范圍根據(jù)規(guī)格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產(chǎn)角鋼的長度選擇范圍為6—15m。不等邊角鋼的截面高度按不等邊角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是角鋼中的一種。其邊長由25mm×16mm~200mm×l25mm。由熱軋軋機軋制而成。
普通工字鋼和輕型工字鋼材的翼緣由根部向邊上逐漸變薄的,有一定的角度,普通工字鋼和輕型工字鋼的型號是用其腰高厘米數(shù)的阿拉伯數(shù)字來表示,腹板、翼緣厚度和翼緣寬度不同其規(guī)格以腰高( h)×腿寬(b)×腰厚(d)的毫數(shù)表示,如"普工160×88×6",即表示腰高為160毫米,腿寬為88毫米,腰厚為6毫米的普通工字鋼。/"輕工160×81×5",即表示腰高為160毫米,腿寬為81毫米,腰厚為5毫米的輕型工字鋼。普通工字鋼鋼材的規(guī)格也可用型號表示,型號表示腰高的厘米數(shù),如普工16#。腰高相同的工字鋼,如有幾種不同的腿寬和腰厚,需在型號右邊加a b c 予以區(qū)別,如普工32#a、32#b、32#c等。熱軋普通工字鋼的規(guī)格為10-63#。經(jīng)供需雙方協(xié)議供應(yīng)的熱軋普通工字鋼規(guī)格為12-55#。
名片")