
以下是:q355b鋼管切割廠家定做的產品參數在湖北省采購q355b鋼管切割廠家定做請認準邁華冠金屬制品有限公司(湖北分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:魏經理-13153825082,QQ:791438928,地址:開發區凱恩鋼材倉儲辦公室)。 湖北省 2022年,湖北省實現地區生產總值為53734.92億元,其中,產業增加值4986.72億元,第二產業增加值21240.61億元,第三產業增加值27507.59億元。人均地區生產總值為92059元。
q355b鋼管切割廠家定做的詳細視頻已經上傳,我們的視頻將帶您領略產品的獨特設計、卓越品質以及出色性能,讓您對它有更深刻的認識和了解。以下是:q355b鋼管切割廠家定做的圖文介紹
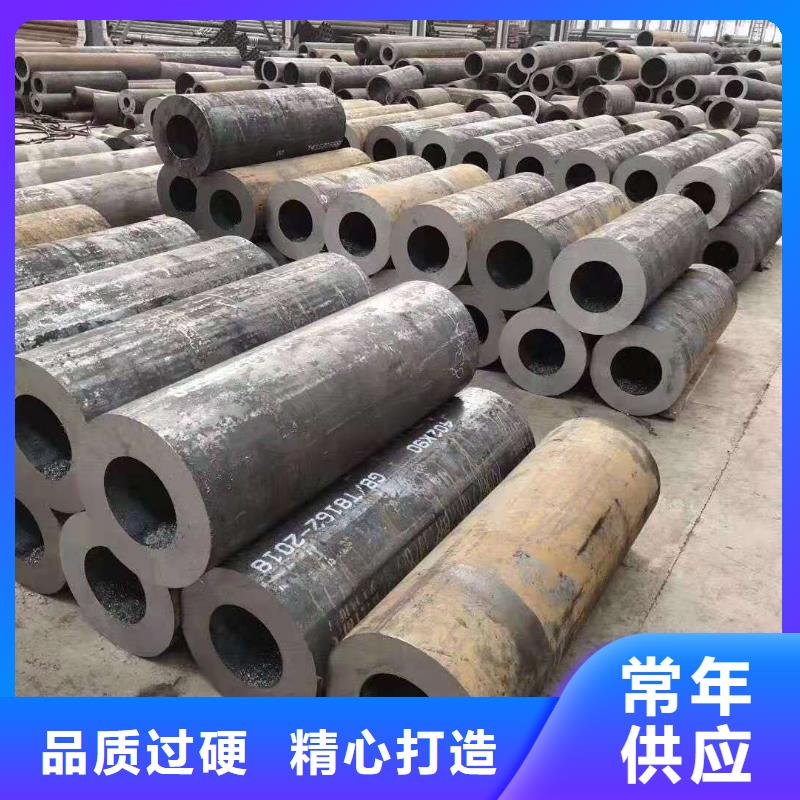
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割。
切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。
外上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,
熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,后貼上標簽、進行規格編排后放置到到倉庫當中。
不銹鋼螺旋鋼管的退熱步驟有哪些?
隨著現在工業的迅速發展,螺旋鋼管已經在我們生活中廣泛的被使用。不銹鋼螺旋鋼管作為螺旋鋼管產品之一,也深受許多朋友們的喜愛。那么,不銹鋼管退熱的步驟是什么呢?
不銹鋼無縫管在退熱時的步驟
1:不銹鋼無縫管熱軋到規定厚度然后經過退火和除鱗的一種粗糙、無光表面
2:不銹鋼無縫管冷軋后進行熱處理、酸洗或類似處理
3: 粗研磨
4: 中間研磨
5:用GB2477所規定的粒度為240號研磨材料拋光精整
6:用GB2477所規定的粒度為W63號研磨材料拋光精整
7:用GB2477所規定的粒度為W50號研磨材料拋光精整
8:鏡面研磨 鏡子用拋光輪進行研磨反光鏡
9:不銹鋼無縫管冷軋后進行光亮熱處理
10:用適當粒度的研磨材料拋光是表面光華等;
螺旋管表面內的缺陷該如何控制呢?
熱連軋螺旋管內是存在于鋼管內表面,類似于黃豆粒大小的凹坑,結疤內大部分有呈灰褐色或灰黑色的異物。下面螺旋管的小編為大家介紹一下螺旋管表面內的缺陷該怎樣控制?
1、除氧化物劑
方管協會焦點:氧化物要求在芯棒預穿時處于熔融狀態。其力度等嚴格要求。
1)除氧化物劑粉末粒度一般要求在16目左右。
2)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在毛管內腔中充分燃燒。
3)根據毛管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的毛管噴吹得除氧化物劑量是不同的。
2、噴吹工藝參數
1)噴吹壓力應與毛管直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從毛管內吹走。
2)吹掃時間應根據毛管直接、長度進行調節,以毛管內沒有懸浮的金屬氧化物再被吹出為標準。
3)噴嘴高度應根據毛管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在毛管內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。
3、芯棒潤滑
芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。
我們常使用的方法有清洗、工具除銹、酸洗、噴拋丸除銹四類。
清洗主要是將附著在螺旋管表面的油脂、灰塵、潤滑劑等物質,如果通過清洗不能完成的物質那么會選擇酸洗,其中又分為化學和電解兩種,對管道有防腐的作用。
如果管材表面生銹螺旋管廠家采用工具除銹,用鋼絲刷來清洗打磨表面處理,鋼管表面如附著特別牢固的氧化皮,有可能借助工具除銹也不能處理干凈,需尋找別的方法。
后一種解決螺旋管表面質量的方法就是噴拋丸除銹,通過大功率電機帶動葉片高速旋轉,使鋼砂、鋼丸、鐵絲段、礦物質等磨料在離心力作用下對鋼管表面進行噴拋射處理,可起到除銹的作用。
湖北邁華冠金屬制品有限公司專注 無縫鋼管等產品,主營 無縫鋼管。本著“客戶,誠信至上”的原則,與多家企業建立了長期的合作關系。熱誠歡迎新老朋友前來參觀、考察、洽談業務。公司坐落于開發區凱恩鋼材倉儲辦公室,歡迎惠顧!
直縫鋼管在焊接時形成的連接兩個被連接體的接縫稱為焊縫。焊縫的兩側在焊接時會受到焊接熱作用,而發生組織和性能變化,這一區域被稱為熱影響區。焊接時因工件材料焊接材料、直縫鋼管的焊接電流等不同,焊后在焊縫和熱影響區可能產生過熱、脆化、淬硬或軟化現象,也使焊件性能下降,惡化焊接性。這就需要調整焊接條件,焊前對焊件接口處預熱、焊時保溫和焊后熱處理可以改善焊件的焊接質董。
直縫鋼管是兩種或兩種以同種或異種材料通過原子或分子之問的結合和擴散連接成一體的工藝過程,促使原子和分子之問產生結合和擴散的方法是加熱或加壓,或同時加熱又加壓。
徑直縫鋼管應用比重越來越大。
生產大口徑直縫鋼管的主要設備以及流程
鋼板銑邊機:將制管用的板料的兩側面進行機械加工,一次將兩板邊加工成所需的形式。并使兩板邊的平行度達到規定的公差范圍內,為制造出高精度的鋼管做準備。
鋼板預彎邊機:將銑邊機加工出兩邊焊接坡口的鋼板板邊進行預彎。防止成型機成型成型鋼管中產生過長的直邊,使鋼板板邊具有鋼板將成型鋼管半徑相等曲率半徑。保證鋼板的圓度。
全自動鋼管成型機:完成對各種金屬板料的彎曲成型。
鋼管預焊機:將成型機成型合格的開口管坯,進行進一步的合縫和預焊。為內、外焊做準備。
雙絲內焊機:用于對大口徑直縫鋼管進行自動埋弧焊接,焊接小車運送工件沿軌道行走。配合主機實現對工件的焊接。
雙絲外焊機:用于對直縫鋼管進行自動埋弧焊接,焊接小車運送工件沿軌道行走。配合主機實現對工件的焊接。
鋼管精整機:對圓度欠佳的長圓管逐段從外部施加強大壓力,以改變鋼管圓度。使之達到有關規范和使用要求。
龍門移動式感官矯直機:用于鋼制圓柱型管的矯直。
方管協會今日要聞:直縫鋼管平頭倒角機:將直縫鋼管端部按規定的鈍邊以及坡口角度進行倒角。
提高鋼管尺寸精度。鋼管擴徑機:應力。
3000T水壓試驗機:對焊管進行水壓試驗。焊接應力及成型應力,檢查鋼管規定壓力下有無滲透缺陷。從而保證鋼管使用性能。
能夠檢測出縱向、橫向缺陷及熱影響區分層缺上海人論壇陷。線超聲波檢測設備:對全焊縫進行線超聲波無損檢測。
另外,焊接足一個局部的迅速加熱和冷卻過程,焊接區由于受到四周工件本體的拘束而不能自由膨脹和收縮氵冷卻后在焊件中便產生焊接應力和變形。重要產品焊后都需要焊
接應力,矯正焊接變形。
直縫鋼管對接接頭焊縫的橫截面形狀,決定于被焊接體在焊接前的厚度和兩接邊的坡口型式。焊接較厚的鋼板時,為了焊透而在接邊處開出各種形狀的坡口,以便較容易地送入焊條或焊絲。坡口型式有單面施焊的坡口和兩面施焊的坡口。選擇坡口型式時,除保證焊透外還應考慮施焊方便,填充金屬蚩少,直縫鋼管的焊接變形小和坡口加工費用低等因素。
聯系人:魏經理,電話:13153825082,邁華冠金屬制品有限公司(湖北分公司)在湖北省本地專業從事q355b鋼管切割廠家定做,湖北省各個縣市以及周邊城市均可提供送貨上門服務!











