| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
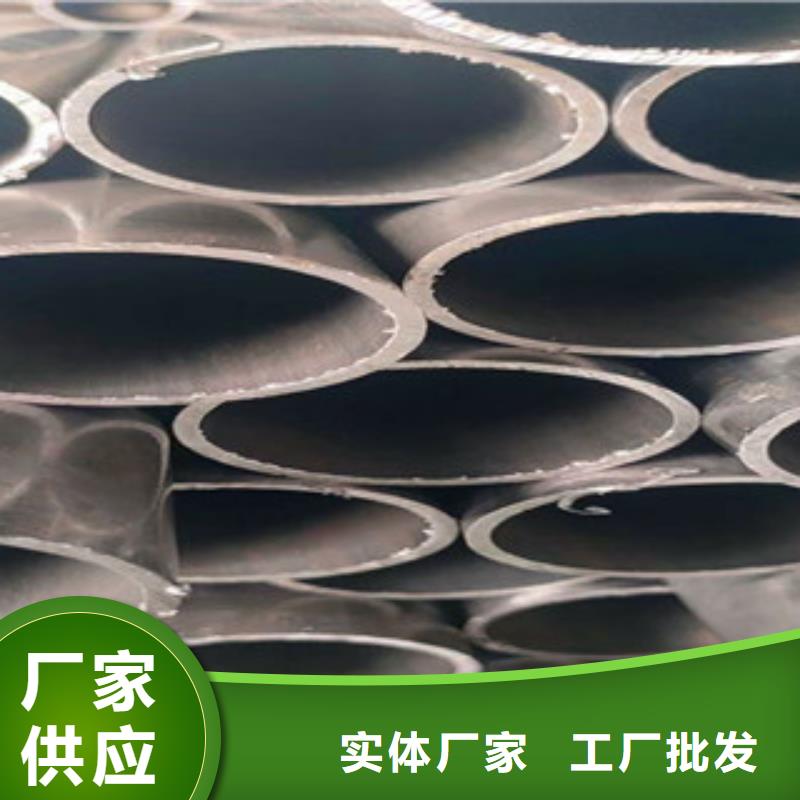
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |


精密鋼管生產方式:
(3)長芯棒滾模拔制圓管工藝(圖7)。中國北京科技大學研究成功的多輥滾模長芯棒拔制圓管的過程是:拔制前先將管頭縮口,使之與芯棒錐形過渡區相配合以卡住管子。然后插入芯棒,且使長芯棒細端通過滾模。拔制時冷拔機鉗口咬住芯棒細端做直線運動,并將管子和芯棒一起從滾模中拉出,實現管材減壁延伸變形,變單純冷拔法為拔軋結合法。這種方法可獲得大的道次變形量,可減少能量消耗,結構簡單,管子表面質量好;缺點是脫棒較困難。



在拔管模(見冷拔管工具)一側施加后張力的拔管過程(見管材冷軋冷拔)。
反拉力拔管的特點是:
(1)可減小拔管時作用在管子上的徑向壓力,以提高空拔時的變形量,增加薄壁管拔制的穩定性;
(2)減少摩擦力,延長工具壽命,改善管材表面質量以及變形在橫截面上分布的均勻性,減小殘余應力;
(3)軸向張應力的作用,有利于管壁減薄;
(4)有助于實現液體摩擦。
實現反拉力拔管的方法有以下幾種
(1)雙模拔管,利用入口前模對后模中拔制的管子施加后張力(見圖);
(2)卷筒拔管,由給料卷筒施加反拉力,并可調節反拉力大小;
(3)直接在管料尾施加后拉力。此時如管體不動,用移動拔模的方法來實現拔制過程,則節能效果更好。


我廠坐落于東昌府區開發區蔣官屯街道辦事處前屯工業園,交通條件便利,技術實力雄厚,經濟后盾強大,市場前景廣闊。龍麗金屬材料有限公司(漯河分公司)生產設備齊全,配套能力強,有一整套嚴格的【精密無縫鋼管】生產管理體系和質量保證體系并擁有一支素質良好的員工隊伍,在【精密無縫鋼管】產品的生產方面,已形成一整套獨特可靠的工藝流程與生產方法,【精密無縫鋼管】產品規格齊全,價格合理、客戶至上、服務周到、讓利客戶、薄利多銷為原則,誠實守信為宗旨。經過多年的經營,已經同全國各廠家建立了穩固的供貨體系,同使用單位建立了良好的經營體系。 公司愿與各地的新老客戶共同搭起一座智慧的橋梁!與您共同發展燦爛美好的明天!




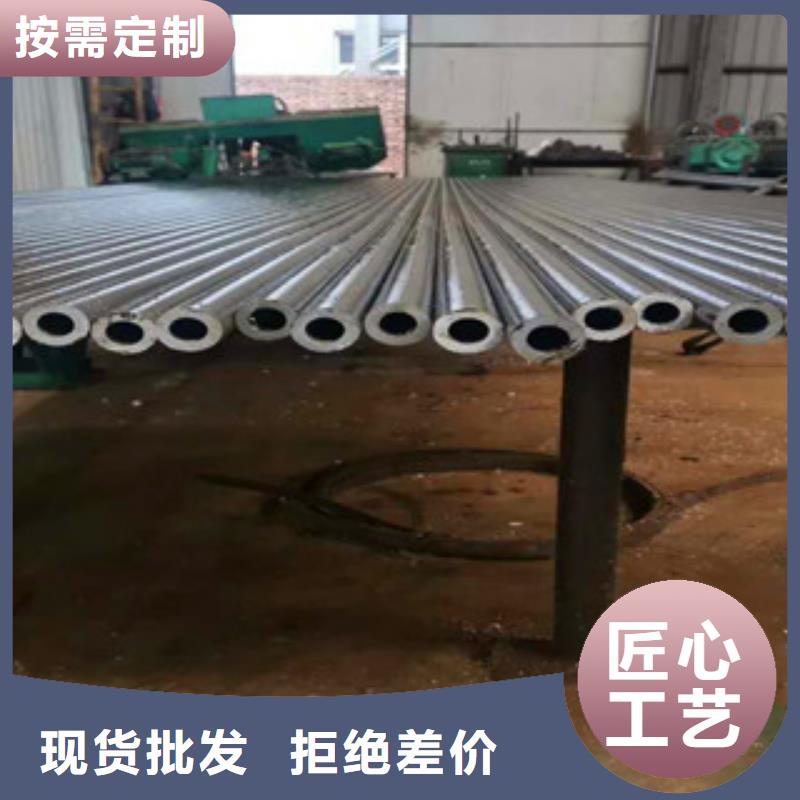
精密冷軋鋼管生產工藝:
制定管材冷軋冷拔生產(見管材冷軋冷拔機組)的工藝流程及變形規程。在管材冷軋冷拔機組中,在產品投產以前必須對它的生產工藝流程、變形參數和加工設備選擇等有一個明確的規定,作為組織生產和進行操作的依據,這項工作就是編制工藝程序表。根據所采用的冷加工方法,工藝程序表可分為拔制表(采用冷拔變形)和軋制表(采用冷軋變形)以及軋制和拔制表(采用冷軋冷拔兩種方式變形),由于管材冷軋冷拔生產特點是多工序和循環性,而且品種很多,為了使生產能合理和有秩序地進行,編制工藝程序表是很重要的。工藝程序表的內容包括有:管料尺寸,變形方式和道次,每道次的變形量及變形后管子尺寸,選用的加工設備、輔助工序和工模具類型等。編制工藝程序表時,除根據材料加工特性和管子技術條件外,還必須考慮具體的生產條件。各冷拔冷軋機組都有根據自己生產條件制定的工藝程序表,并且在生產實踐中不斷地進行修改和完善。


熱軋無縫管時管坯穿孔前在管坯前端加工出一個淺圓孔的工序,目的是有利于穿孔時頂頭鼻部對準管坯軸線,減少毛管的前端壁厚不均,同時改善二次咬入。(見斜軋穿孔原理)定心方法有兩種,即熱定心和冷定心。熱定心是指用壓縮空氣或液壓在熱狀態下沖孔(擠孔)。設備放置在穿孔機前臺處。這種方法生產效率高,設備簡單,同時由于沖頭(擠頭)形狀與頂頭鼻部形狀相適應,能獲得良好的定心孔形狀.
冷定心是指在專門機床鉆孔。冷定心僅在生產高合金鋼和重要用途精密鋼管時采用。冷定心時如果鉆孔形狀不當,穿孔時很容易產生定心內折疊缺陷(見內外折疊)。定心孔直徑一般取(0.15~0.25)dz比(dz為坯料直徑)。定心孔深度由定心目的而定,一般碳精密鋼管坯定心目的主要是為了減小毛管前端壁厚不均,因此深度取得淺。而高合金精密鋼管坯還要增加頂頭前壓縮量,因此取得深。



名片")